OM 216 896 Page 90
SECTION 12 − SETUP GUIDES FOR (GTAW) TIG WELDING
12-1. Typical GTAW Setups
A. AC − GTAW 1/8 in. Aluminum Setup (Dynasty Models Only)
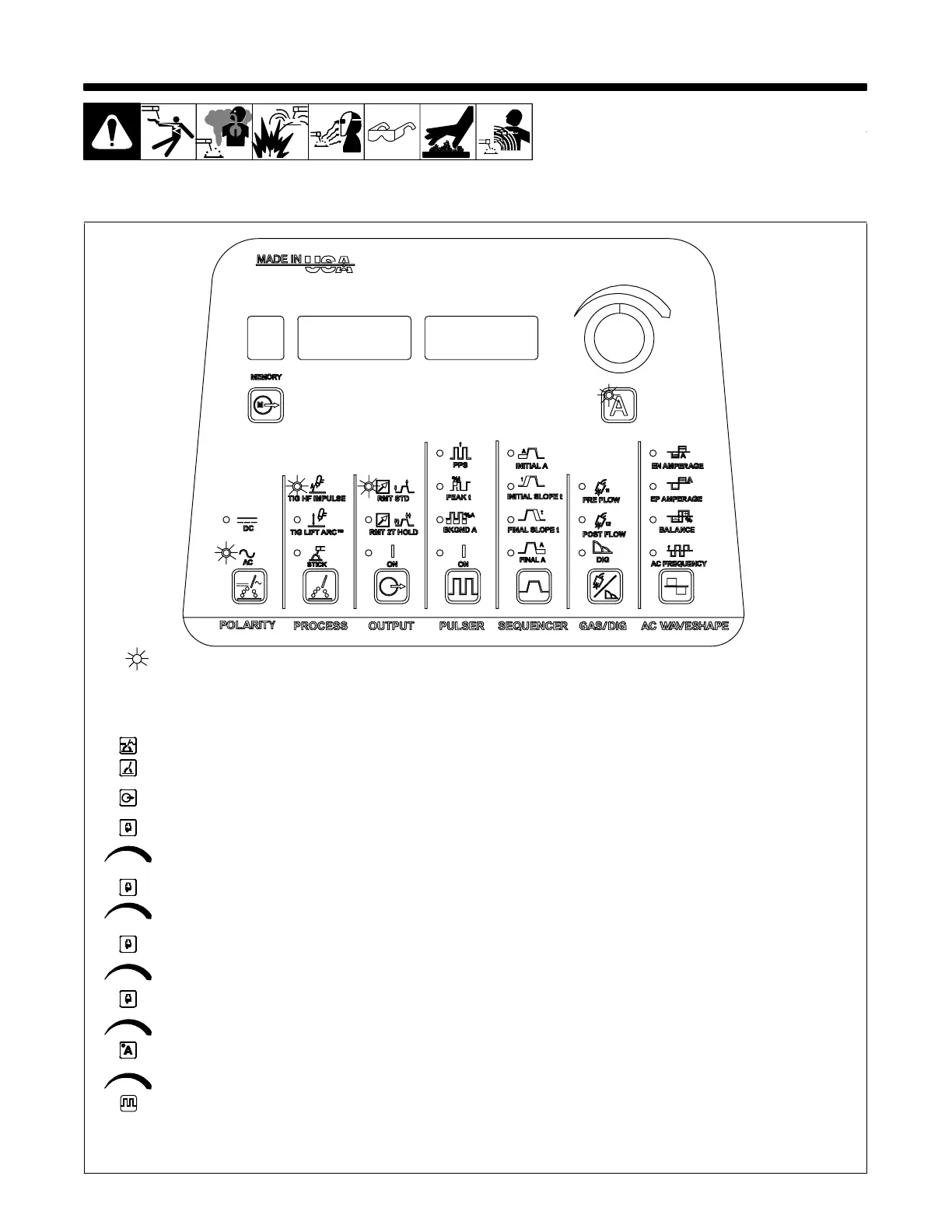
This symbol indicates which functions should be active for aluminum welding.
Some of the controls shown above may not be on your machine (Dynasty 350/700 illustrated).
• Turn power on (switch located on rear panel).
• Press Polarity switch pad until AC LED is lit.
• Press Process switch pad until TIG HF Impulse LED is lit.
• Press Output switch pad until RMT STD LED is lit.
• Press Adjust switch pad until Post Flow LED is lit.
• Turn Encoder control to set 15 seconds of Post Flow time.
• Press AC Waveshape switch pad until Balance LED is lit.
• Turn Encoder control to set desired Balance (65 - 80%).
• Press AC Waveshape switch pad until AC Frequency LED is lit.
• Turn Encoder control to set desired AC Frequency (100 - 150 Hz).
• Press AC Waveshape switch pad until EN Amperage or EP Amperage LED is lit.
• Turn Encoder control to set desired ratio: typically in the range of (75A EP / 100A EN) to (50A EP / 100A EN).
• Press Amperage A switch pad until LED is lit.
• Turn Encoder control to set desired amperage (125 - 160 amps).
• Pulser Controls (if applicable, see Section 5-10).
The ammeter displays the parameter for any of the following units of measure when they are active: amperage, time, percentage,
or frequency. The corresponding LED, located directly below the ammeter, will also light up. The ammeter also displays actual
amperage while welding.
226 868-B
 Loading...
Loading...