To Sharpen the Knife Edge:
When sharpening the knife edge, use proper grinding techniques (hand file,
power belt sander with fine paper, or conventional knife grinder with coolant
system) to reduce the possibility of excessive heat build up and provide a good
cutting edge. Do not use straight wheel grinding. This method will result in a
hollow or concave effect and shorten the life of the knife.
Use a non-petroleum base coolant such as De Santo (orange label) grinding
coolant when using a grinding machine. Mix approximately one part
coolant to 50 parts of water. The coolant should be applied on the wheel
about 1” above the knife with full pressure. This will keep the wheel clear
and free to cut without burning or damaging knives. Do not overfeed the
grinding machine.
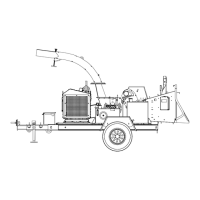
1. Grind the angle of the knife edge to 31°. Note: Under exceptional
conditions an angle between 29° and 31° may improve performance.
Never grind the angle greater than 31°.
3. Place the knife back onto the knife holder. Apply a light coat of anti-
seize lubricant to the bolts and clamp.
4. Slide the knife back (away from the anvil) against the knife bolts.
Tighten the bolt to the 375 ft/lbs.
5. Remove the drum lock pin and rotate the chipper drum to the next knife.
Re-insert the drum lock pin. Repeat steps 1-4 for both chipper knives.
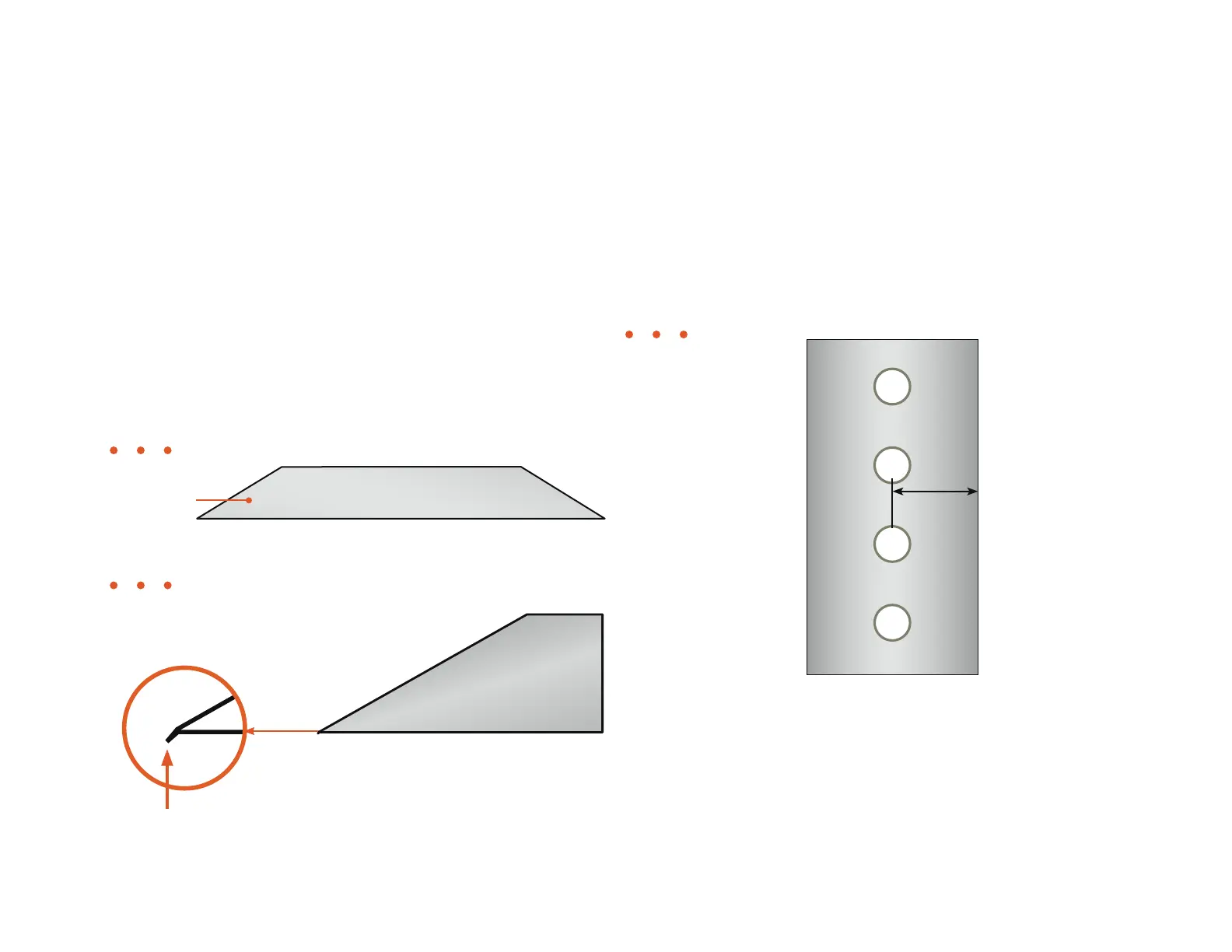
NOTE: When the distance from the outside of the knife to the center of the
mounting holes reaches 2 3/16”, the knife must be replaced.
After Replacing, Turning or Sharpening the Knives:
1. Close the chipper hood and put the hood lock pin back in place after
maintaining the chipper knives.
2. Before conducting chipping operation the clearance between the
knives and anvil must be set. (See Knife Anvil page.)
31º angle
Figure 4.8
Side view of knife
Figure 4.10
2 3/16”
General Maintenance • Chipper Knives
Burr
Figure 4.9
2. Run deburring tool alonside bottom of knife to remove burr caused by
sharpening.
Side view of knife
76347-385 • 06 -15
4.13