205
ӏࡾጀ࣊ȟҋȽȗȻȠ
WHEN SUB-STANDARD MACHINING OCCURS
12 ӏࡾጀ࣊ȟҋȽȗȻȠ
WHEN SUB-STANDARD MACHINING OCCURS
12-1 ൡಽɁʶʣʵᝩ
Adjusting Machine Level
ൡಽటͶȾᩜȪȹɂǾʶʣʵȟᝩȨɟȹȗȽȗȦȻȟՁى
ȻȪȹᐎțɜɟɑȬǿ෩ໄبɥΈႊȪȹǾൡಽɁʶʣʵɗɀ
ȫɟȽȼɥᆬᝓȪɑȬǿ
If we consider the machine body, a reduction in machining
precision is caused primarily by incorrect machine level
adjustment. Using a level, measure the machine horizontal
level and degree of twisting.
1 ҝёૄᝢం 1 ቛ “ ʶʣʵɁᆬᝓᴬᝩ ” 1 Separate volume, INSTALLATION MANUAL Chapter 1
“ADJUSTING MACHINE LEVEL”
12-2 ʚʍɹʳʍʁɁᆬᝓ
Backlash Check
ӏࡾጀ࣊ȾɃɜȷȠȟȕɞکնȾɂǾʚʍɹʳʍʁɥᆬᝓȪ
ȹȢȳȨȗǿ
If machining accuracy varies substantially, confirm the machine
backlash.
ᴹႊȬɞɕɁᴻ <Necessary Tools>
• ȹȦࣻʊɮʮʵɼ˂ʂ •Lever type dial test indicators
• ʨɺʗʍʒʃʉʽʓ •Magnet stand
ᴹᬲᴻ <Procedure>
1) ʨɺʗʍʒʃʉʽʓɥΈႊȪȹǾȹȦࣻʊɮʮʵɼ˂ʂɥ
˿ᢉիȾɝȤɞǿ
1) Using a magnet stand, mount a lever type dial test
indicators on the spindle head.
2) ӦʛʵʃᄉႆبɥΈႊȪȹǾҏ࿎իɥ˿ᢉիɁᣋȢȾሉ
ӦȨȮɞǿ
2) Position the turret close to the spindle head using the
manual pulse generator.
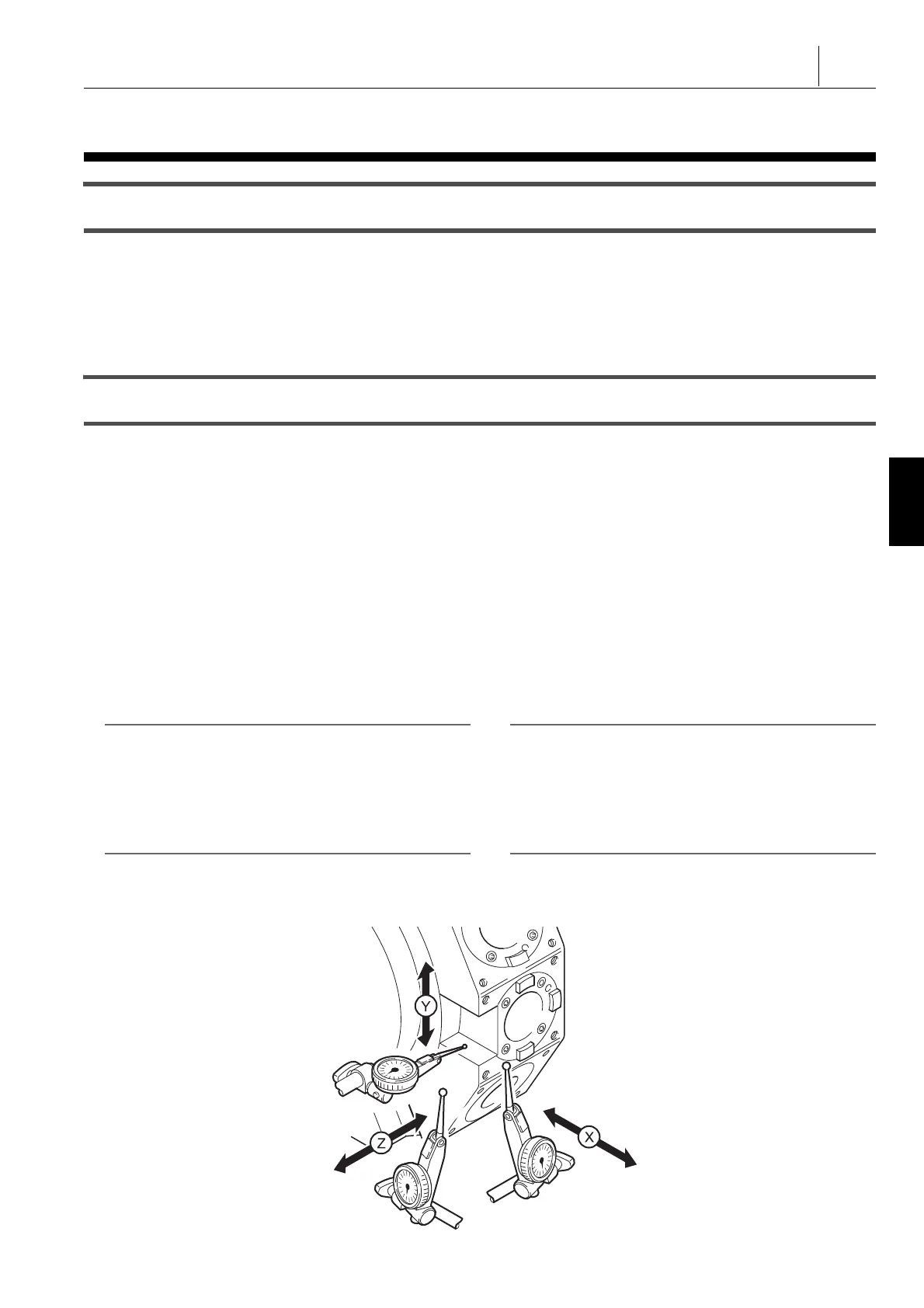
3) ӦʛʵʃᄉႆبɥΈႊȪȹǾȹȦࣻʊɮʮʵɼ˂ʂɁ
ᦉɥᆬᝓȪȽȟɜǾ˩َɁɛșȾລްފɥລްͱᏚȾȹ
ɞǿ
3) While observing the lever type dial test indicators, rotate
the manual pulse generator until the gage stylus is aligned
with the measuring point as shown in the diagram below.
2 าᜤ 2 NOTE
ȹȦࣻʊɮʮʵɼ˂ʂɥລްኙȾ᜔ȨȮɞȻȠȾɂǾȭᣞ
ɝᦀᤣʃɮʍʋȺᣞɝᦀ 0.001 mmᴥ
Z
Ȑu1ȑᴦɥᤣȪȹȢȳ
Ȩȗǿ
When aligning the stylus on the lever type dial test indicators with
the measuring point, ensure the axis feed amount is set to
0.001 mm using the axis feed amount selection switch
Z
[u1].
4) ᦉȟጙ 1/4 وᢆȪȲȻȦɠȺӦʛʵʃᄉႆبɁوᢆɥ
ඨɔǾᄻᄱɝɥ “0” ȾᜫްȬɞǿ
4) Stop rotating the manual pulse generator when the stylus
turns 1/4 of a rotation and set the scale to “0”.
2 าᜤ 2 NOTE
ȹȦࣻʊɮʮʵɼ˂ʂȟەɟɞȝȰɟȟȕɞɁȺǾᦉȟᄻᄱɝ
ɥ 1 ֚˨وɜȽȗɛșǾาȪȹȢȳȨȗǿ
Tak e c ar e n ot t o rota te the sty lus on t he le ve r t yp e dia l t es t
indicators more than a single rotation to prevent damage to the
gage.
 Loading...
Loading...