- 98 -
TOOL HOLDER BUSHING BORE REPAIR
If the lower tool bushing bore in the tool holder becomes oversized and will no longer
maintain a press fit to the tool bushing, the following repair must be made. The tool
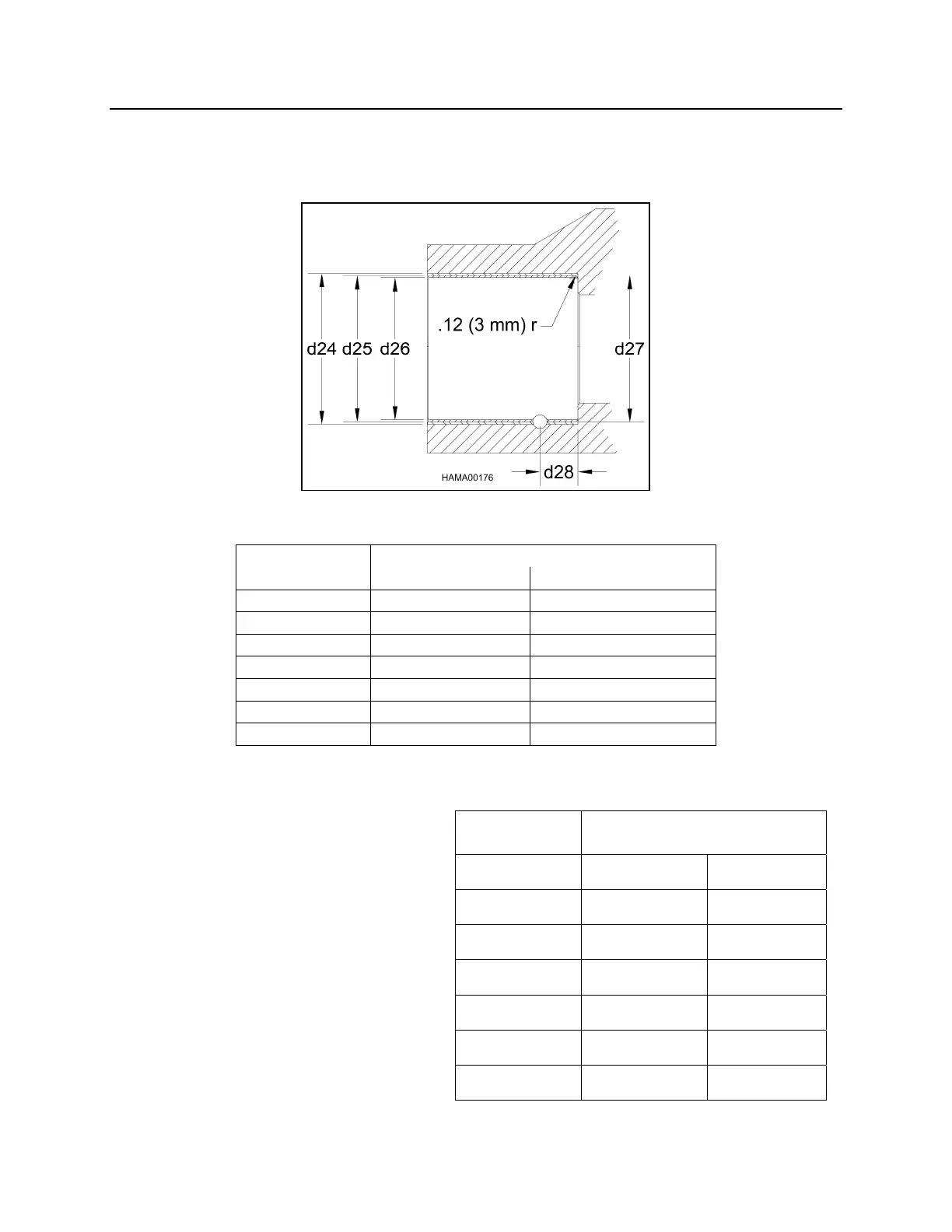
holder requires its bore to be cut oversize, then welded, then cut to original size.
1. Cut the bore oversize to Dimension d24.
DIMENSION d24
MODEL
INCH MM
GH06 2.73 69.4
GH07 2.94 74.7
GH1 3.84 97.5
GH2/GHS2 4.06 103.0
GH3 4.47 113.5
GH4 4.88 124.0
GH6 5.96 151.5
2. Weld the bore undersize to Dimension d26. Pre-heat the bore to 250°F (120°C).
Use one of the following wires (or rod equivalent):
MODEL
DIMENSION d26
INCH MM
GH06 2.36 60
GH07 2.56 65
GH1 3.43 87
GH2/GHS2 3.70 94
Cronatron Cronalloy 7940
Eutectic 3010A
Lincoln Lincore 33
Postal Postalloy 2892 SPL
Stoody Built Up
Or Equal
GH3 4.09 104
GH4 4.49 114
GH6 5.55 141