Transformations
7.8 Kinematic transformation
Job planning
Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
7-65
N10 G0 G90 Z0 MU=10 G54 F5000 ->
-> G18 G64 T1 D1
;Tool selection,
;clamping compensation,
;Plane selection
N20 TRAANG(45) ;Enable inclined axis transformation
N30 G0 Z10 X5 ;Approach start position
N40 WAITP(Z) ;Enable axis for reciprocation
N50 OSP[Z]=10 OSP2[Z]=5 OST1[Z]=–2 ->
-> OST2[Z]=–2 FA[Z]=5000
N60 OS[Z]=1
N70 POS[X]=4.5 FA[X]=50
N80 OS[Z]=0
;Reciprocation, until dimension
;reached
;(for reciprocation, see
"Reciprocation" chapter)
N90 WAITP(Z) ;Enable reciprocating axes as
;positioning axes
N100 TRAFOOF ;Deactivate transformation
N110 G0 Z10 MU=10 ;Move clear
N120 M30
-> program in a single block
Description
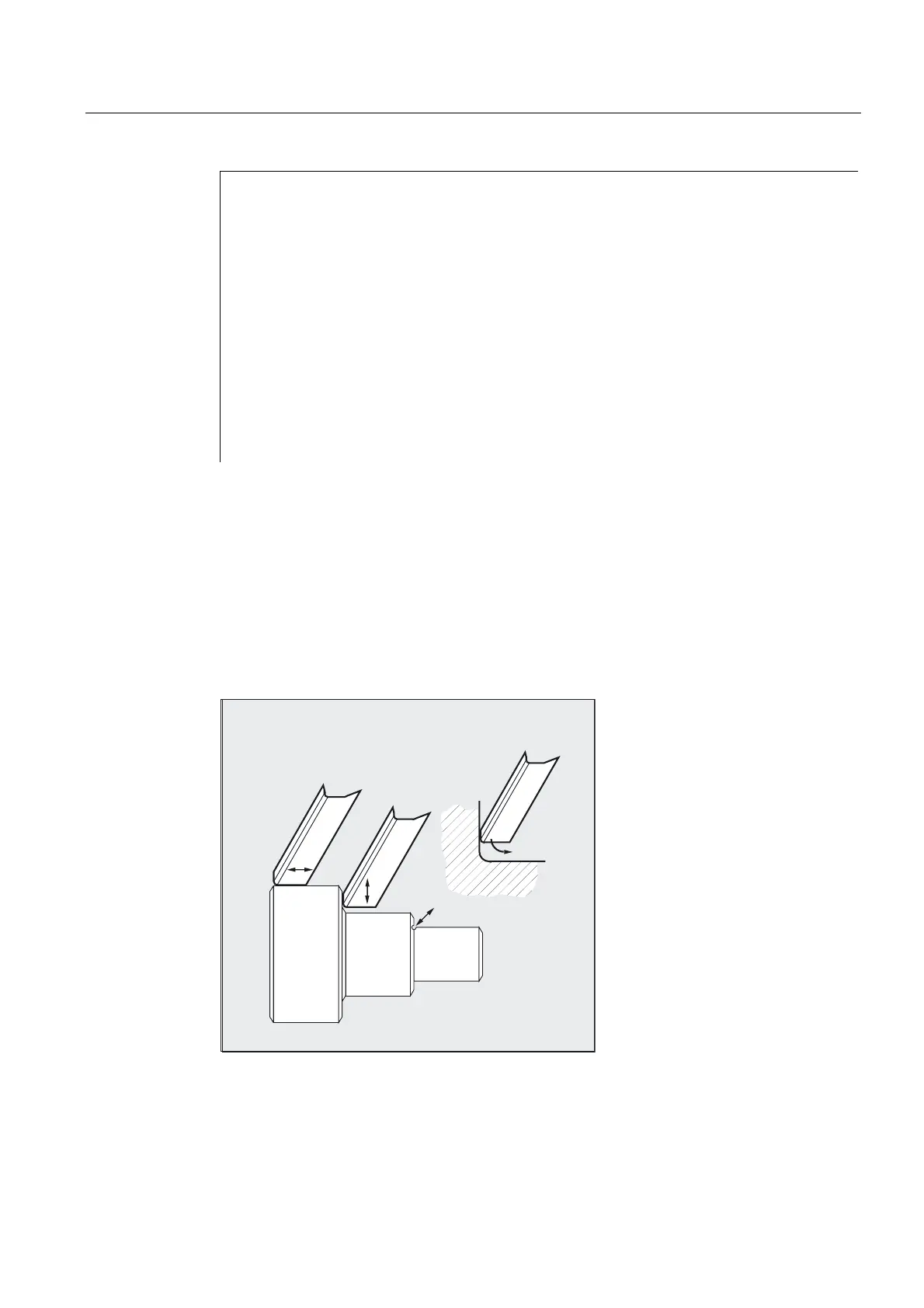
The following machining operations are possible:
1. Longitudinal grinding
2. Face grinding
3. Grinding of a specific contour
4. Oblique plunge-cut grinding.

 Loading...
Loading...



















