Path traversing behavior
9.9 Repositioning at contour (REPOSA/L, REPOSQ/H, RMI, RMN, RMB, RME)
Job planning
9-58 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
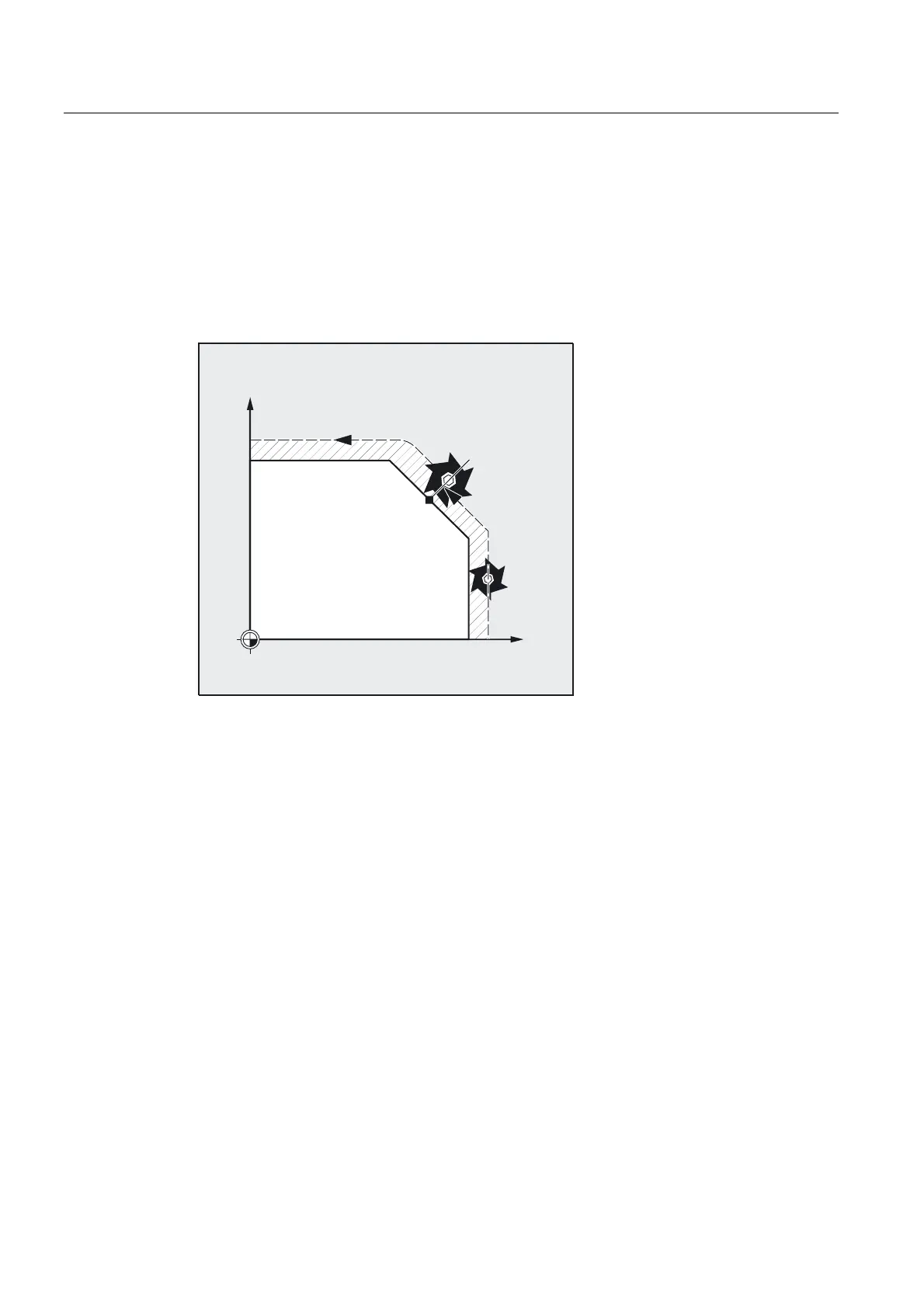
Approaching with a new tool
The following applies if you have stopped the program run due to tool breakage:
When the new D number is programmed, the machining program is continued with modified
tool offset values at the repositioning point.
Where tool offset values have been modified, it may not be possible to reapproach the
interruption point. In such cases, the point closest to the interruption point on the new
contour is approached (possibly modified by DISPR).
<
;

 Loading...
Loading...



















