Transformations
7.2 Three, four and five axis transformation (TRAORI)
Job planning
7-18 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
ORIVIRT1 via virtual orientation axes (definition 1)
ORIVIRT2 via virtual orientation axes (definition 2)
ORIAXPOS via virtual orientation axes with round axis positions
ORIPY2 via RPY angle (rotation sequence XYZ)
Machine manufacturer
The machine manufacturer can use machine data to define various variants. Please refer to
the machine manufacturer's instructions.
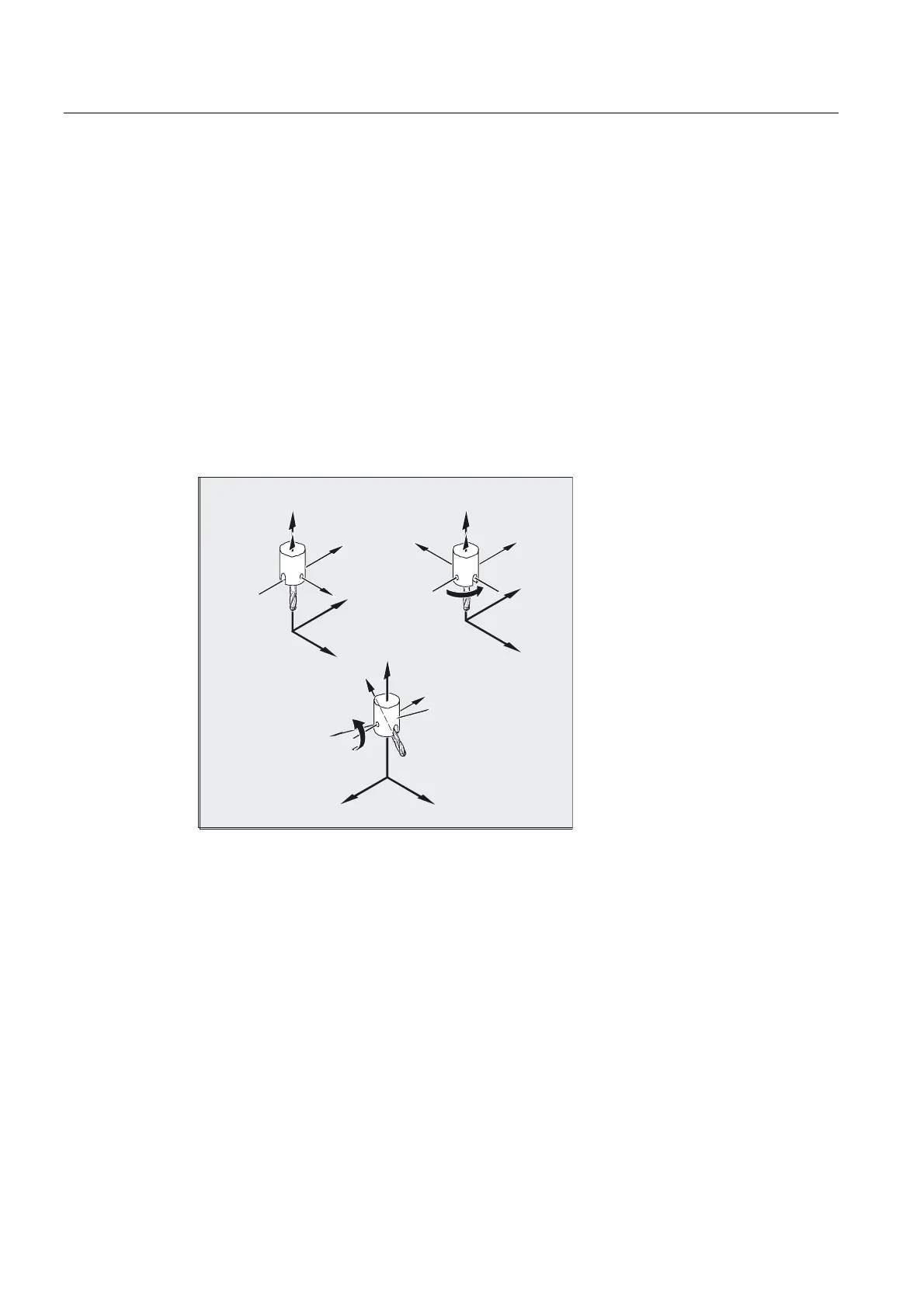
Programming in Euler angles ORIEULER
The values programmed during orientation programming with A2, B2, C2 are interpreted
as Euler angles (in degrees).
The orientation vector results from turning a vector in the Z direction firstly with A2 around
the Z axis, then with B2 around the new X axis and lastly with C2 around the new Z axis.
ZLWK$ r
WXUQHGDWWKH
=D[LV
ZLWK% r
DOVRWXUQHGDWWKH
;D[LV
,QLWLDOVHWWLQJ
<
%
=
=
;
<
<
<
<
;
;
=
=
=
<
;
=
;
;
<
In this case the value of C2 (rotation around the new Z axis) is meaningless and does not
have to be programmed.

 Loading...
Loading...


























