Tool offsets
8.6 Tool orientation (ORIC, ORID, OSOF, OSC, OSS, OSSE, OSD, OST)
Job planning
8-32 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
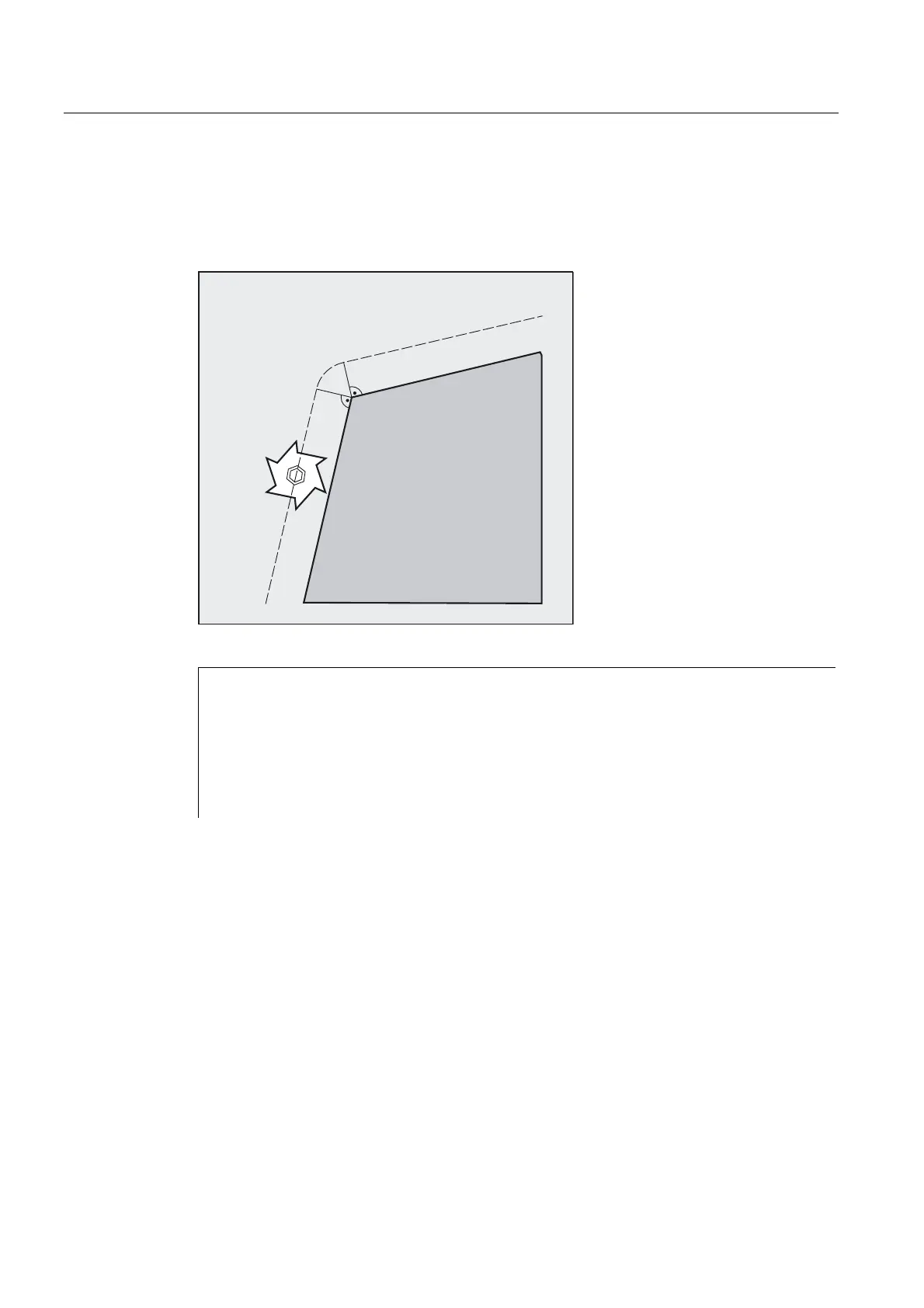
ORIC example
If two or more blocks with orientation changes are programmed between the traversing
blocks N10 and N20 (e.g., A2= B2= C2=) and ORIC is active, the inserted circle block
is divided according to the size of the angle changes on these intermediate blocks.
1
1
1
1
ORIC
N8 A2=… B2=… C2=…
N10 X… Y… Z…
N12 C2=… B2=…
N14 C2=… B2=…
;The circle block inserted at the external corner
;is divided among N12 and N14 in accordance with
;the change in orientation. The circular movement
;and the orientation change are executed in
;parallel.
N20 X =…Y=… Z=… G1 F200

 Loading...
Loading...


























