Smoracy, LLC
Copyright 9/13 INSERT
MODELS 2680/3680
Knives should be replaced in sets. These sets are
determined by the amount of resharpening done to
the knives. It should be reinstalled with another knife
of comparable usage. It helps to keep the cutterhead
balanced, and it helps maintain chip quality.
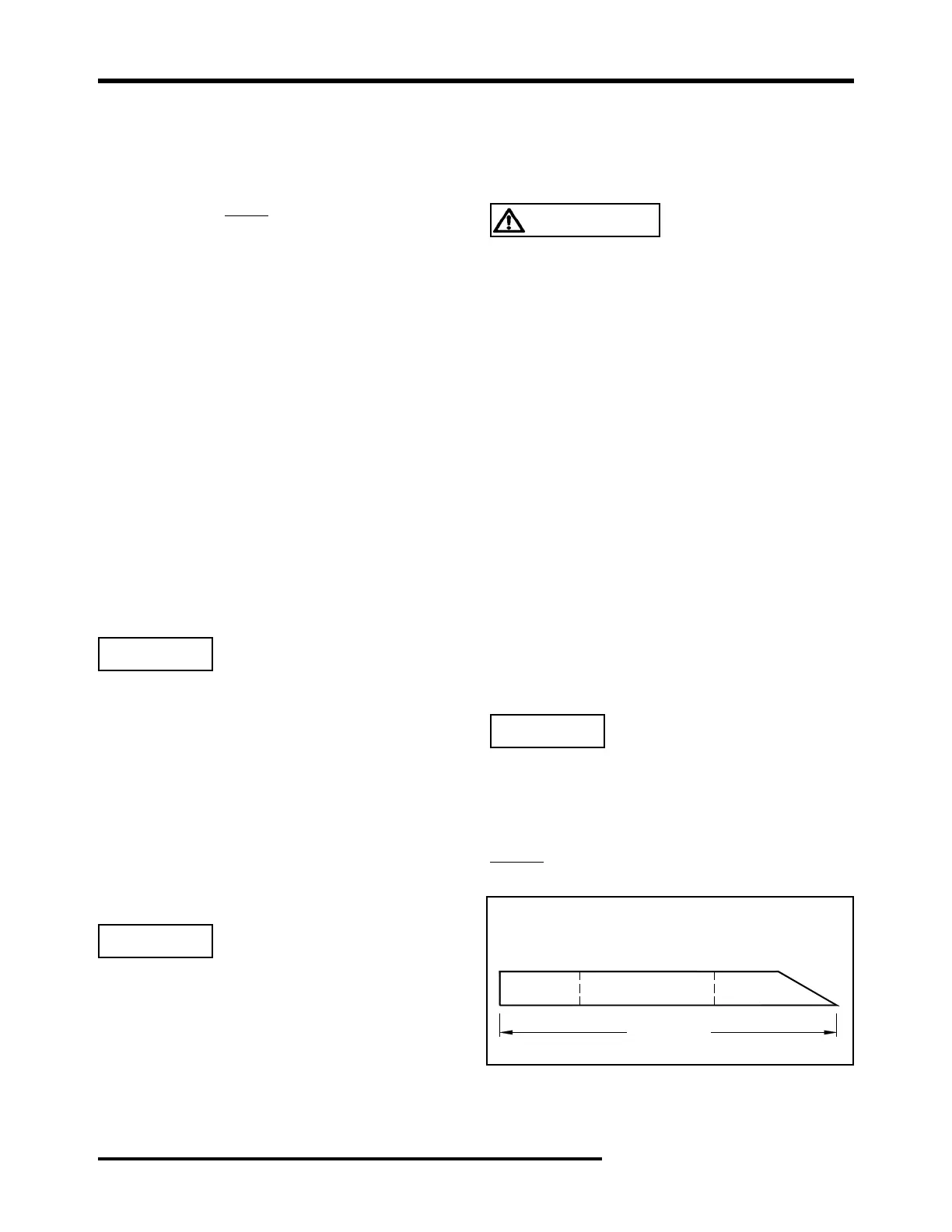
NEVER allow these knives to wear beyond absolute
speciedminimumdistanceshownbelow.
5/8” x 6” (15.9 mm x 152.4 mm)
Babbitt Chipper Knife
5”
(127 mm)
Min.
Only Bandit knives and hardware are recommended for use in your machine. Only then can you be assured
ofaqualityproductthattsand performs the besttothestandardsofexcellencethatisexpectedfromthe
machine.
Chipper knives MUST be kept sharp at all times for
the ultimate chipper and knife performance. The main
cause of poor cutting performance is dull knives.
Dull Knives Cause:
- Excessive waste of engine horsepower
- Bad quality chips; chunks, slivers, etc.
- Excessive strain on knives and mounting hardware
- Excessive strain on cutterhead bearings and total
machine
- Excessive chipping vibration damaging the machine
- Excessive strain on drives, PTO’s, engines, etc.
- Loss of time and money
The Dulling Of Chipper Knives Is Caused By:
- Poor quality knives
- Improper anvil to knife clearance
- Force feeding wood faster than machine will accept
- Dirt, grit, or foreign material on the wood
- Chipper knives ground at wrong angle
- Improper care of knives and knife hardware
These are just a few factors, there are other
situations that can lead to the dulling of chipper knives.
KNIFE GRINDING AND FILING
Many times a chipper knives cutting edge/point
can be brought back to a good edge with a #10 Flat
Bastard Mill File. This can reduce the amount of
regrinding.
TypicalKnifeGrindingAngles:
“Bolt-In” Knives = 30° to 30 1/2° Angle
Knives should be replaced in sets. These sets are
determined by the amount of resharpening done to
the knives (knife width). Regrinding knives reduces
the width of the knife. Knife replacement should be
done in sets of the same width knives. That will reduce
chipping vibration and increase chipping performance.
NOTICE
Do not grind the knives in a direction which produces
a radius, or hollow grind, on the surface of the knife.
Strength and life of the cutting edge is reduced.
- Formaximummachineefciency,theoriginal
cutting angle must be maintained when the knives
are sharpened. The knives should be machine
groundtoproduceaat,straightedge.
- Do not sharpen the knives with a hand held power
grinder. The knife angle can’t be held and heat will
distort the metal.
- Sharpening techniques should be the same as
those employed for any high carbon steel cutting
edge. Use a coolant and exercise care not to
draw temper or crack the cutting edges by
excessive heating.
- Knives may be sharpened repeatedly as long as their
originalwidthisnotreducedtolessthanthespecied
minimum width. If a knife measures less than the
speciedminimumwidthaftersharpening,itmustbe
discarded.
- Inspect the knives after grinding to ensure the
knives are free of cracks.
- Maintain spare sharpened knives to avoid
downtime for knife sharpening.
CAUTION
CHIPPER SECTION
- Keep knives sharp.
- Keep knife angle correct when grinding.
- Do not over grind so knife is narrower than allowed
width, or you will pack wood and break knives.
- Use correct knife size, knife quality, knife mounting
hardware, and torque knife mounting hardware to
thespeciedtorque.
- Replace knife mounting hardware after (5) times of
tightening.
NOTICE
NOTICE
 Loading...
Loading...