44 / 52
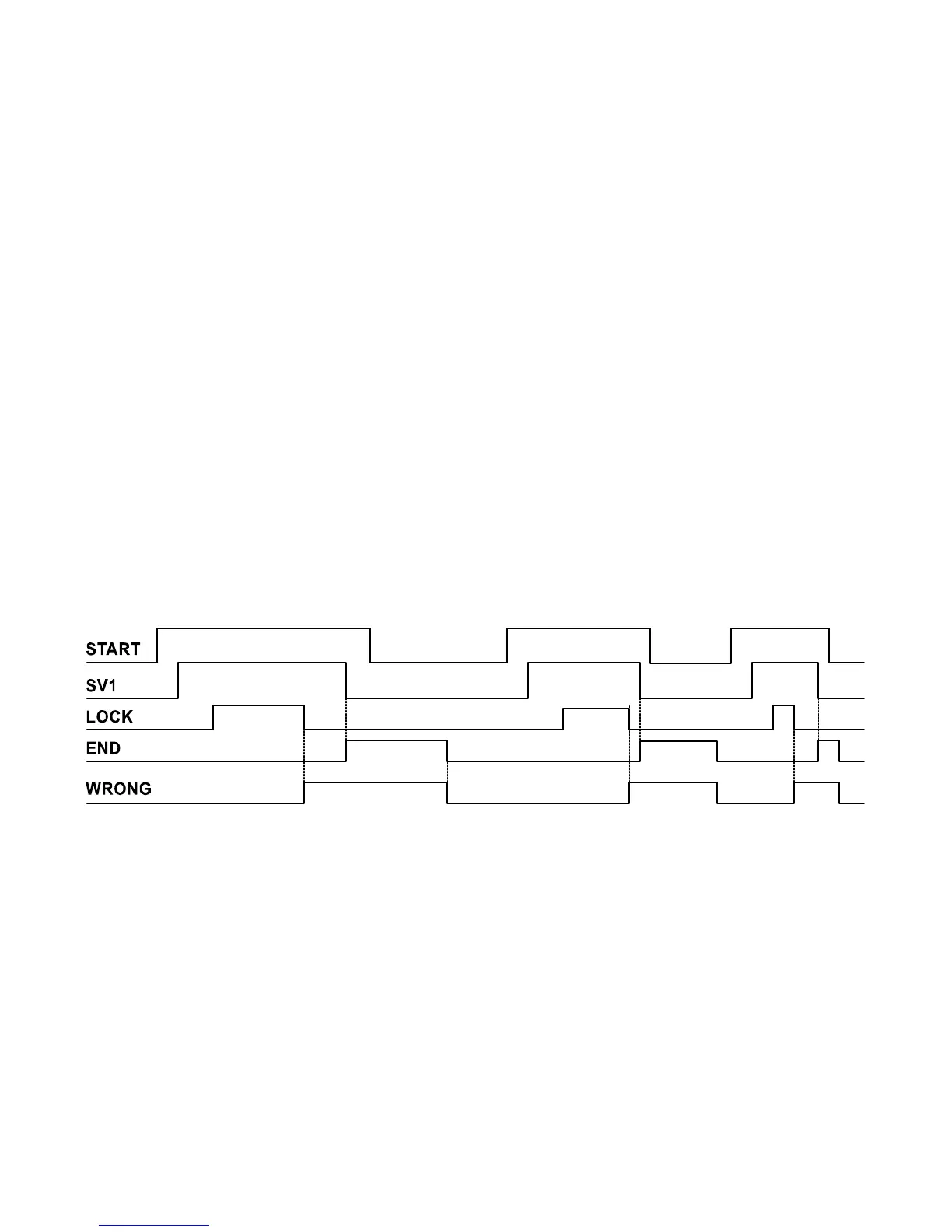
The TE500 weld control unit can be used in an automated welding system by exploiting a few signal
inputs and outputs, the activation of which identifies a precise welding process moment.
Inputs
$ Start. Start cycle command. To perform the weld it must be kept active at least until the LOCK
contact is activated.
$ Aux. This input locks the cycle in pressure only. If activated, it locks the welder with electrodes in
closed status during one of the squeeze times.
Outputs
$ SV1. Main solenoid valve output. It is activated after the Start and is deactivated at the end of the
HOLD TIME.
$ Wrong. Error signal for limits or power failure. Active for HOLD and PAUSE.
$ Lock. This output signals the beginning and the end of the current circulation during the cycle.
$ End cycle. This output signals the end of the cycle of one weld, for the pause time. During the
single cycle the signal closes at the end of the Hold time and reopens on issuing the cycle-start signal.
If the cycle-start signal had already been deactivated, the contact remains closed for 2 cycles (40ms).
If the control unit is used in automatic cycle mode (OFF pause time other than 0) the cycle will stay
closed for the entire OFF time.
INTERFACING WITH AUTOMATIC SYSTEMS