Tinius Olsen MP1200 Extrusion Plastometer Page 13-3
Operation Manual # 02002215
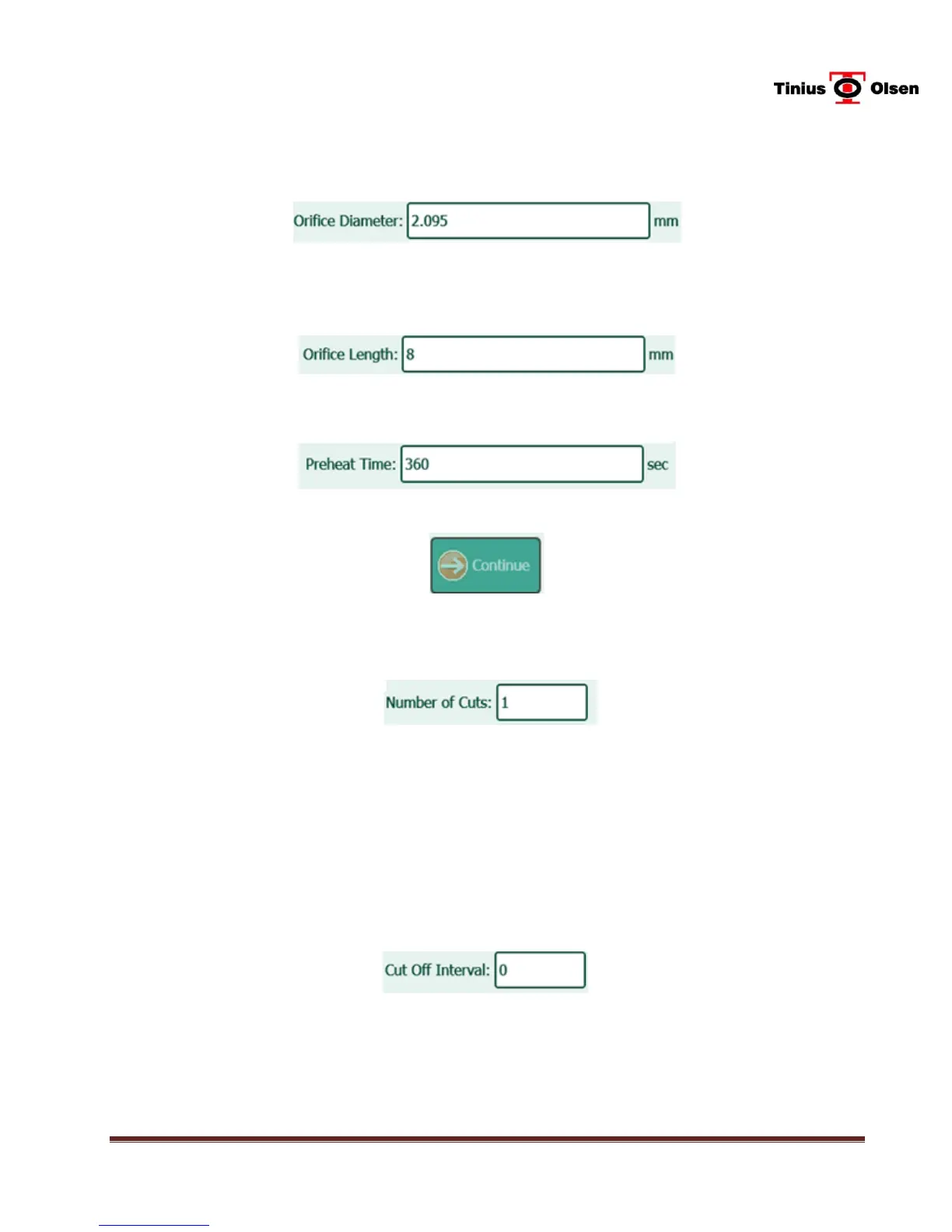
13.2.8 Press the Orifice Diameter box. Again, a keypad is shown next. Enter the
desired orifice diameter. The nominal orifice diameter for ASTM D 1238 is
2.095 mm (0.0825 in.). Enter the numeric value of the orifice diameter to
have Shear Stress calculated. Press the DONE button when finished.
13.2.9 Press the Orifice Length box. Again, a keypad is shown next. Enter the
desired orifice diameter. The nominal orifice length for ASTM D 1238 is 8.00
mm (0.315 in.). Press the DONE button when finished.
13.2.10Press the Preheat box. Again, a keypad is shown next. Enter the desired
preheat period. Press the DONE button when finished.
13.2.11Press the CONTINUE button to go to the next screen.
13.2.12Enter the desired number of cuts. Up to 10 cuts are allowed. Technically, the
first cut is considered to be the ASTM result, while ISO 1133 requires multiple
cuts. Press the DONE button when finished.
13.2.13Enter the Cut off Interval. The cut off interval is the number of seconds the
test will run. Cut off intervals will vary according to the expected melt flow rate
of the material. ASTM D1238 suggest that fractional melt material (under 1
gram/10 minutes) should have a cut off interval of 6 min; materials that have
flow rates >1.0 to 3.5 g/10 minutes should have a cut off interval of 3 min;
materials that have flow rates >3.5 to 10 g/10 minutes should have a cut off
interval of 1 min; materials that have flow rates >10 to 25 g/10 minutes should
have a cut off interval of 30 seconds; materials that have flow rates >25 g/10
minutes should have a cut off interval of 15 seconds.
These are estimates. To determine the cut time needed, set it for 60 seconds and
run a test, making sure the preheat interval is met, to get an idea of the flow rate. If
no material is left, set the cut time to a lower setting. If the material has a low flow
rate, set the cut off interval to a higher setting using the above paragraph as a guide.
In all tests, make sure the preheat time (420 +/- 30 seconds) is observed and then
start making cut(s) after the lower scribe line on the piston disappears.