TRAK KMX Knee Mill, Bed Mill & ProtoTRAK KMX CNC Retrofit Safety, Programming, Operating & Care Manual
12.7 Thumb Drive
If you buy the optional thumb drive from Southwestern Industries, it will already be
correctly configured. If you use your own please read Section 3.2.2 and create a folder
named “KMX Programs” on the drive.
Files may be managed on the thumb drive with your offline computer.
12.8 Opening and Running G-Code and CAM Files
The ProtoTRAK KMX allows you to run G-Code files directly without having them
converted to the KMX programming format. This is useful when running large or
complex programs. These programs must have a .GCD extension.
The ProtoTRAK KMX will also allow you to bring in a G-Code program and automatically
convert it into the KMX programming format. This is useful if you want the simplicity of
editing in the KMX format instead of editing G-Codes. It is not useful for large complex
G-Code programs. These programs must have a .CAM extension.
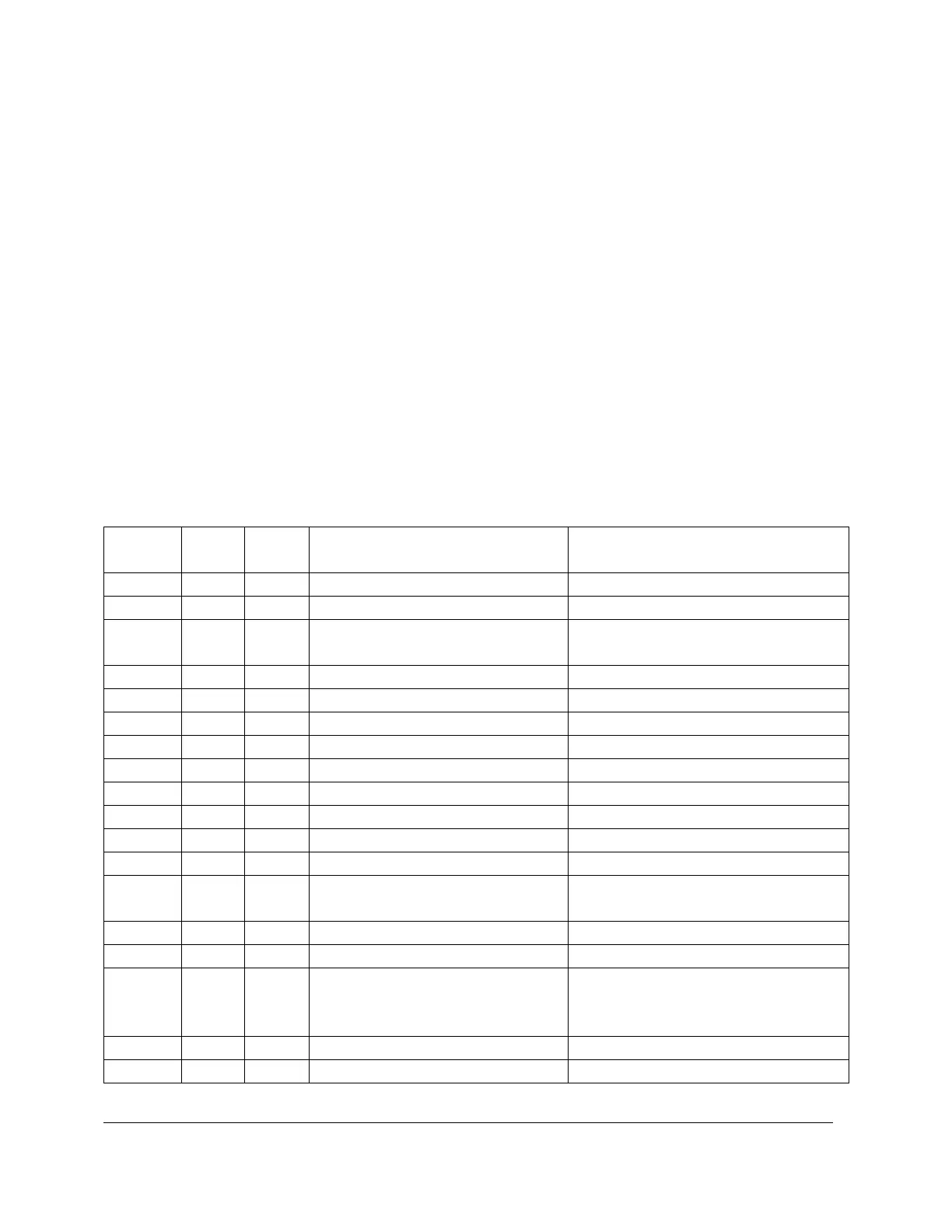
Both .GCD and .CAM programs will only operate with a limited set of G-Codes and M-
Codes. These are listed below.
I,J,K are X,Y,Z center points
from starting point of arc
You may only use one per
program. Set your offsets in
DRO by setting X,Y and Z zero