37
Quel angle de fil et pourquoi ?
Nos recommandations (indiquées dans la section 4) se basent sur notre vaste série de
tests et sont motivées par trois facteurs principaux : 1) Optimisation de l’angle du fil
pour l’utilisation prévue du couteau. 2) Optimisation de la préservation du fil tranchant
pour l’utilisation prévue du couteau. 3) Vitesse du procédé d’affûtage.
Pourquoi un fil tranchant convexe est-il supérieur ?
Nos tests en matière d’utilisation et de tranchant de lames nous ont appris qu’un fil
convexe est un fil supérieur. Le type de fil tranchant à rayon lisse n’a pas d’« épaules »
comme un meulage plat et produit moins de friction ou de résistance à la coupe. Un fil
tranchant convexe procure plus d’acier derrière le fil pour le soutenir, de sorte que le fil
tranchant reste affûté plus longtemps. Enfin, notre méthode convexe affine le biseau
lorsque vous affûtez la lame, alors que les lames meulées à plat deviennent de plus en
plus épaisses au fil des affûtages.
Le procédé d’affûtage
Changements d’angle – à quoi faut-il s’attendre avec un angle diminué :
Durée : Si vous affûtez un couteau à un angle inférieur à celui du meulage en sortie
d’usine (exemple : affûtage depuis un angle de 25° en sortie d’usine à un angle de
15°), vous devez vous attendre à ce que ce processus dure plus longtemps. Cela est dû
à la quantité de matière retirée pour « affiner » le fil tranchant. Attendez-vous à ce que
cet angle réduit du fil tranchant soit plus susceptible d’être endommagé et de se limer.
Hauteur du biseau : Vous devez également vous attendre à ce que l’aspect de votre
fil tranchant se modifie si vous en diminuez l’angle. La hauteur du biseau augmentera
proportionnellement à la réduction de l’angle et produira plus de surface. Cela
augmentera également le temps d’affûtage étant donné que la surface de la lame à
affûter sera plus haute.
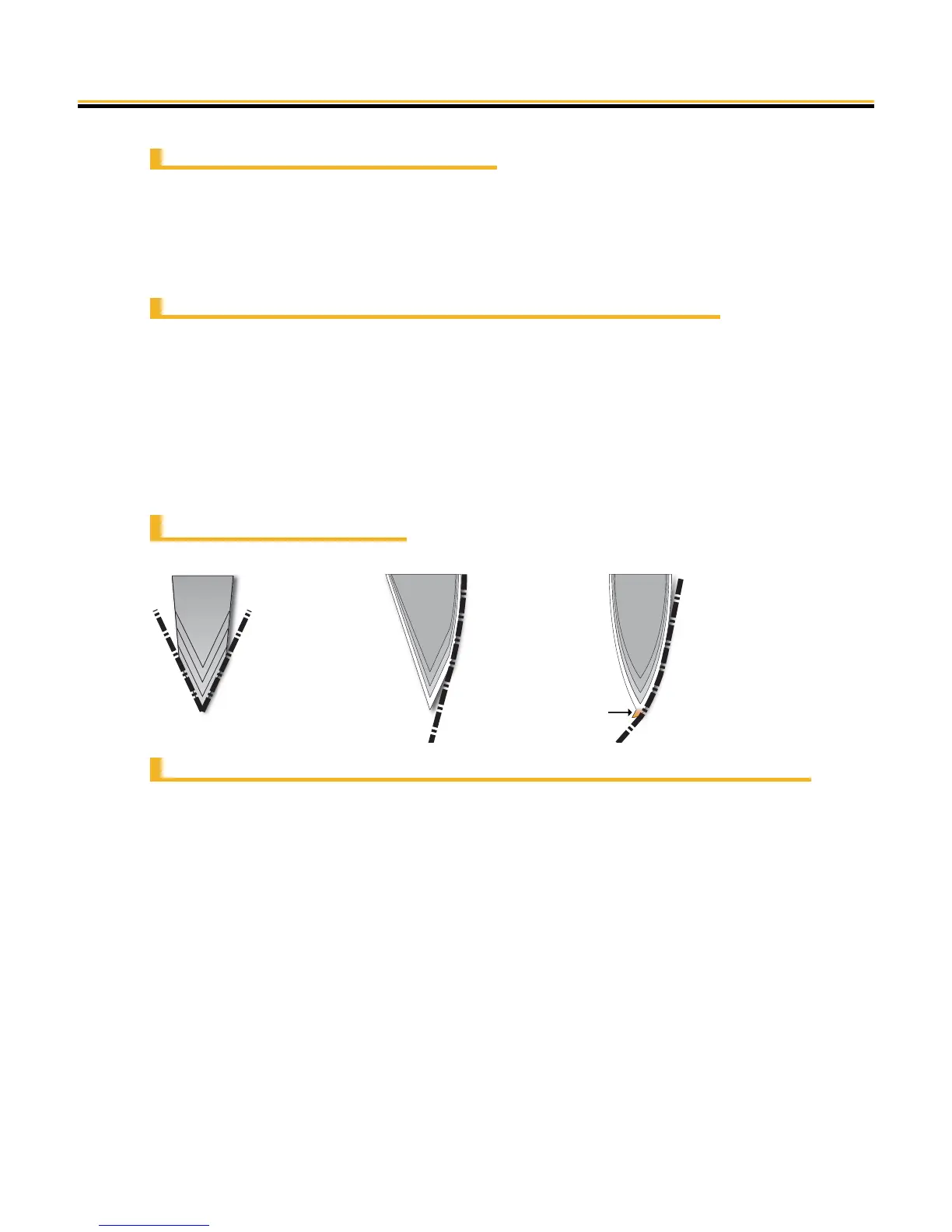
La plupart des
couteaux sont
meulés à plat et
ont un biseau
de hauteur ou
de surface plus
petite.
Sortie d’usine
Le réaffûtage
à un angle
plus bas et à
un meulage
convexe prend
du temps.
En cours d’usage
Affûter jusqu’à
ce qu’une bavure
(morfil) forme une
« crête » avant
de passer à une
courroie à grain
plus fin
Continuer jusqu’au
grain suivant
Burr
Principes de base de l’affûtage