69
Extragrob
P120
Norton SG
Zum Schärfen von
Werkzeugen
Reparatur
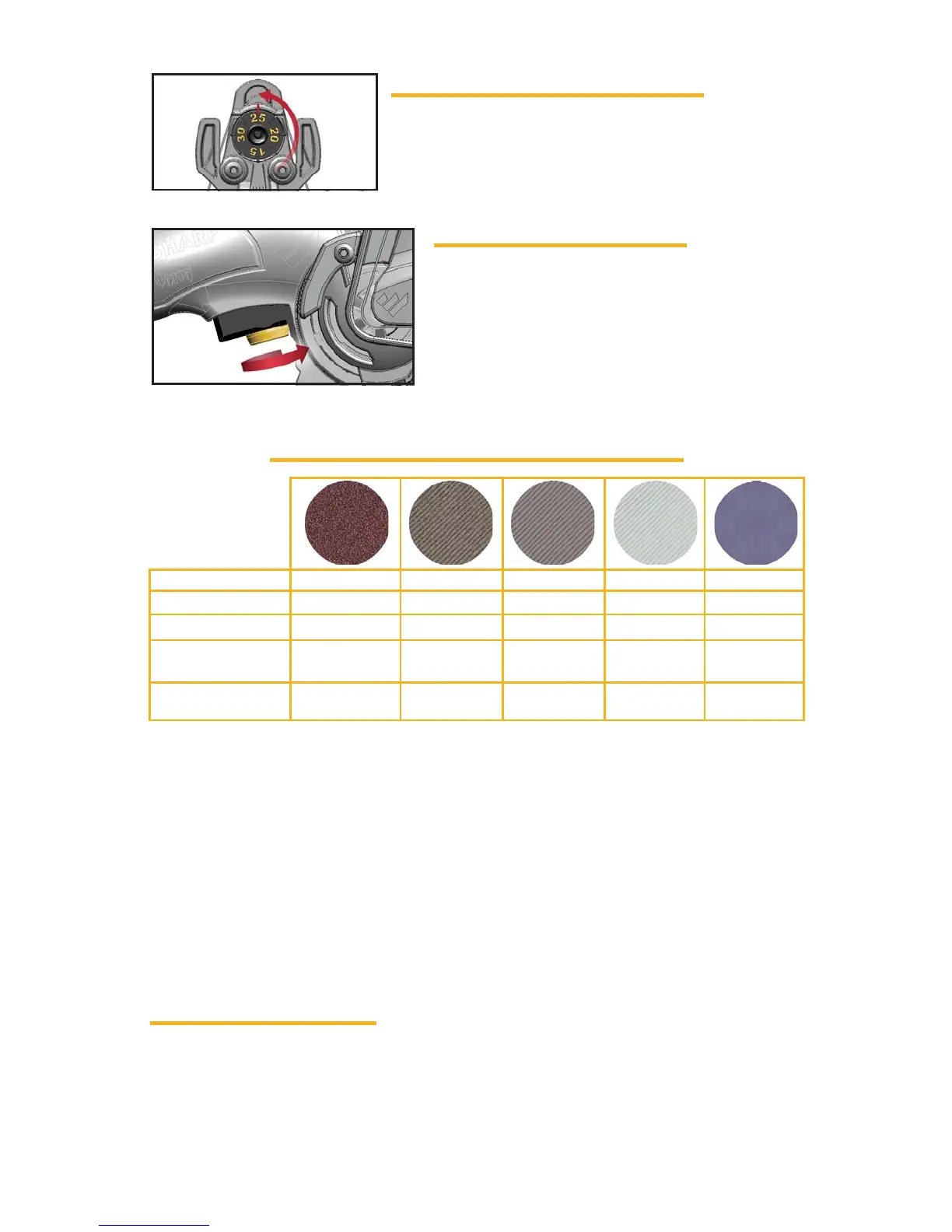
Schleifbandbezeichnung
Körnung
Größe
Verwendungszweck
Einsatz
Grob
X65
Norax 65μ
Messer
Formen
Mittel
X22
Norax 22μ
Messer
Schleifen
Fein
X4
Norax 4μ
Klingen & Scheren
Honen
Extrafein
6000
SiC 2μ
Hakenklingen
Zahnen von
Messern
15 ° - 30 ° in 1 ° Schritten. Gesamtwinkel der Klinge
ist 2x der ausgewählte Winkel. Stellen Sie den
gewünschten Winkel an der Markierungslinie an der
Oberseite der Führung ein.
Geringe Drehzahl (+/-) etwa 1200 SFM
Mittlere Drehzahl (+/-) etwa 2000 SFM
Hohe Drehzahl (+/-) etwa 2800 SFM
SFM = Surface Feet per Minute/(Oberflächen-)
Fuß pro Minute
Informationen zu Schleifbändern
•
Die technischen Schleifmittel besitzen eine lange Lebensdauer und sollten Ihren
Schleifanforderungen entsprechen.
•
Halten Sie die Schleifbänder stets sauber, um eine optimale Leistungsfähigkeit und
eine lange Lebensdauer zu gewährleisten.
•
Das 6000er Schleifband ist schmal und besonders für Hakenklingen geeignet.
•
Die Körnung der Schleifbänder ist auf der Rückseite des Schleifbands aufgedruckt
(μ = mikron).
•
Die Körnung der Schleifbänder entsprechen folgenden Standardkörnungen:
X65 (P220) | X22 (P1000) | X4 (P3000)
Einstellung der Schleifführung
Einstellung der Drehzahl
Eine Verfärbung des Schleifbandes ist kein Anzeichen von Verschleiß. Bei technischen
Schleifbändern wird nach dem Abbau der Schleifschicht eine neue freigelegt.
Gebrauchte Schleifbänder schleifen weiterhin Material ab, möglicherweise sind ein
paar zusätzliche Züge notwendig. Diese Schleifbänder halten länger, als Sie vielleicht
denken. Verwenden Sie sie, solange sie funktionieren.
Schleifbandverschleiß