5 PT
FALHAS DA SOLDAGEM MIG
PT
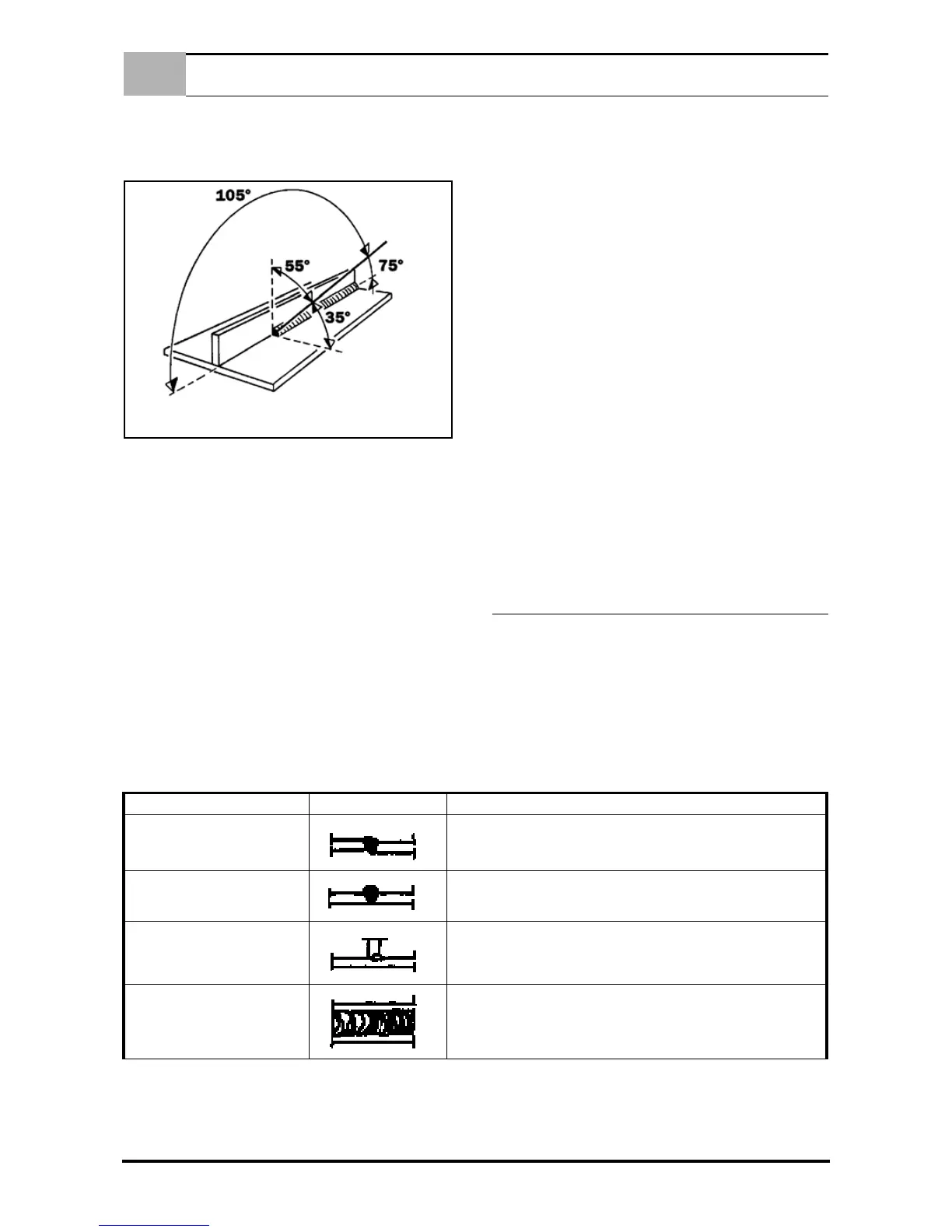
que cada regulação corresponde a certa velocidade do
avanço do fio, que é regulável por roda reguladora (ref. D -
Figura 1 Página 3.). Para soldagem optimal segure o maçar-
ico numa direcção igual com o avançco do fio, conforme a fi-
gura.
6.2 SOLDAGEM DOS AÇOS CARBONOS
À soldagem MIG proceda seguinte:
1. Use o gás protector binário (mistura comum de Ar e CO2,
com 75 até 80% do argónio e 20 até 25% de CO2) ou mistura
de três elementos Ar/CO2/O2. Estes gases providenciam o
calor de soldagem e cordão continuada e íntegra, ainda que
a penetração seja baixa. Usando monóxido de carbono
(MAG) como gás protector é possível obter cordão fina com
penetração boa, mas a ionização do gás pode interromper a
estabilidade do arco.
2. O fio avançado deve ter a mesma qualidade como o aço sol-
dado. Sempre use o fio de alta qualidade, soldagem com fio
oxidado pode causar defeitos da solda. Em geral, a extensão
das correntes usadas para os fios é seguinte:
- Ø do fio mm x 100 = corrente mínima
- Ø do fio mm x 200 = corrente máxima
Exemplo: Ø do fio é 1,2 mm = corrente mínima 120 A, máxi-
ma 240 A
3. Não solde peças oxidadas, oleosas ou engraxadas.
4. Use o maçarico adequado para os parâmetros da corrente
de soldagem.
5. Verifique regularmente a danificação das garras das bornes
de terra, e se cabos de soldagem (para maçarico e de terra)
não sejam cortados ou queimados, o que podia piorar a efi-
ciência.
6.3 SOLDAGEM DO AÇO INOXIDADO
Soldagem do aço inoxidado (austenistico) da classe 300 por tec-
nologia MIG deve ocorrer com gás protector com teor alto de ar-
gónio e a percentagem baixa de O2 para estabilização do arco. A
mistura mais usada é Ar/O2 98/2.
- Nunca usar CO2 ou misturas de Ar/CO2.
- Nunca tocar no fio.
O material adicional usado deve ter qualidade mais alta do que o
material básico e o lugar de soldagem deve ser limpo.
6.4 SOLDAGEM DO ALUMÍNIO
À soldagem do alumíno por tecnologia MIG use o seguinte:
1. 100% argónio como gas protector.
2. Material adicional adequado para material básico soldado.
Para soldar ALUMAN e ANTICRODAL use o fio com teor de
3 até 5% silício. Para soldar PERALUMAN e ERGAL use o
fio com teor de 3 até 5 % magnésio.
3. Use o maçarico para alumínio.
6.5 SOLDAGEM POR PONTOS
Este tipo de soldagem é usado para soldagem por pontos das
duas chapas superposicionadas e demanda o uso dum bico es-
pecial de gás.
Coloque o bico de gás para soldagem por pontos, empurre o con-
tra o lugar de soldagem. Pressione o botão no maçarico, lembre
que a soldadora pode eventualmente afastar da peça soldada.
Neste caso o período é dado pelo interruptor controlado (TIMER,
ref. A - Figura 1 Página 3.) e deve ser ajustado conforme a espes-
sura do material.
7.0 FALHAS DA SOLDAGEM MIG
CLASSIFICAÇÃO E DESCRIÇÃO DAS FALHAS
Soldas feitas com tecnologia MIG podem sofrer várias falhas, que
é necessário conhecer: Estas falhas são por forma ou origem
iguais com as falhas que ocorrem à soldagem manual de arco
com eléctrodos de capa. A diferença entre as tecnologias é em
quantidade das falhas: por exemplo, a porosidade ocorre mais à
soldagem MIG, enquanto a inclusão de escória ocorre só à solda-
gem com eléctrodo de capa.
Causas e prevenção das falhas são também diferentes.
A seguinte tabela ilustra as falhas diferentes.
 Loading...
Loading...


