5 SK
CHYBY PRI ZVÁRANÍ MIG
SK
2. Použite podávaný drôt rovnakej akosti ako je zváraná oceľ.
Vždy používajte drôt dobrej akosti; zváranie zhrdzavenými
drôtmi môže spôsobiť chyby zvaru. Vo všeobecnosti je roz-
sah používaných prúdov pre drôty takýto:
- Ø drôtu mm x 100 = najmenší prúd
- Ø drôtu mm x 200 = najväčší prúd
Príklad: Ø drôtu je 1,2 mm = najnižší prúd 120 A, najvyšší
240 A
3. Nezvárajte skorodované, zaolejované alebo mastné dielce.
4. Použite horák vhodný pre dané parametre zváracieho prúdu.
5. Pravidelne skontrolujte, či nie sú čeľuste uzemňovacích svo-
riek poškodené, a či zváracie káble (pre horák a aj uzemňov-
ací) nie sú preseknuté alebo prehorené, čo by mohlo zhoršiť
účinnosť.
6.3 ZVÁRANIE KORÓZIIVZDORNEJ OCELE
Zváranie (austenitickej) koróziivzdornej ocele triedy 300 techno-
lógiou MIG sa musí uskutočniť s ochranným plynom s vysokým
obsahom argónu a malým podielom O2 na stabilizáciu oblúka.
Najbežnejšou používanou zmesou je Ar/O2 98/2.
- Nikdy nepoužívajte CO2 alebo zmesi Ar/CO2.
- Nikdy sa nedotýkajte drôtu.
Použitý prídavný materiál musí mať vyššiu akosť ako základný
materiál, a miesto zvárania musí byť úplne čisté.
6.4 ZVÁRANIE HLINÍKA
Pri zváraní hliníka technológiou MIG použite nasledovné:
1. 100 % argón ako ochranný plyn.
2. Prídavný materiál so zloženým vhodným ku zváranému zák-
ladnému materiálu. Na zváranie ALUMAN-u a ANTICORO-
DAL-u použite drôt s obsahom 3 až 5 % kremíka. Na
zváranie PERALUMAN-u a ERGAL-u použite drôt s obsa-
hom 5 % horčíka.
3. Použite horák určený na zváranie hliníka.
6.5 BODOVÉ ZVÁRANIE
Tento spôsob zvárania sa používa pre bodové zváranie dvoch
prekrývajúcich sa plechov a požaduje použitie osobitnej plynovej
dýzy.
Nasaďte plynovú dýzu na bodové zváranie, potlačte ju oproti
miestu, ktoré sa má zvárať. Stlačte tlačidlo na horáku; majte na
pamäti, že zvárač/zvárací stroj sa prípadne oddiali od zvarku. Vte-
dy je perióda udaná riadením časovým spínačom (TIMER-om, od-
kaz A - Obrázok 1 Strana 3.) a musí sa nastaviť v závislosti na
hrúbke materiálu.
7.0 CHYBY PRI ZVÁRANÍ MIG
ROZTRIEDENIE A POPIS CHÝB
Zvary vyhotovené technológiou MIG môžu byť ovplyvnené roz-
ličnými chybami, ktoré je dôležité rozpoznať. Tieto chyby sa tva-
rom alebo pôvodom neodlišujú od tých, ktoré sa vyskytnú pri
ručnom oblúkovom zváraní obalenými elektródami. Rozdiel medzi
dvomi technológiami je skôr v množstve chýb: napríklad pórovi-
tosť je častejšia pri zváraní MIG, zatiaľ čo troskové vmestky sa vy-
skytujú len pri zváraní obalenou elektródou.
Príčiny a predchádzanie týmto chybám sú tiež veľmi rôznorodé.
Nasledovná tabuľka ukazuje rôzne chyby.
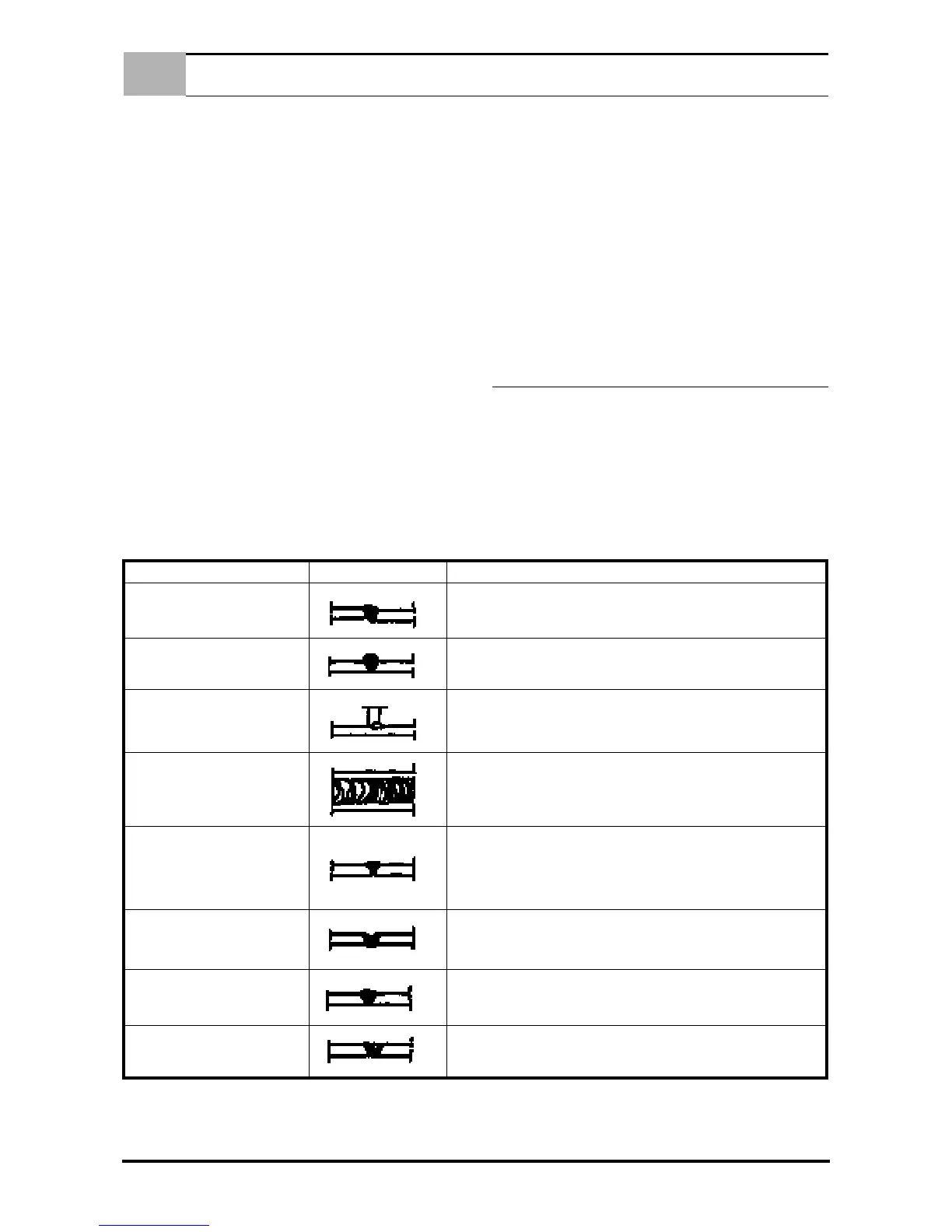
CHYBA VZHĽAD PRÍČINA A NÁPRAVA
NEROVNÝ POVRCH
- Nedostatočná príprava
- Vyrovnajte hrany a držte ich počas bodového zvárania
NADMERNÁ HRÚBKA
- Nulové napätie alebo príliš nízka rýchlosť zvárania.
- Nesprávny sklon horáka.
- Príliš veľký priemer drôtu.
NEDOSTATOK KOVU
- Príliš vysoká rýchlosť zvárania.
- Príliš nízke zváracie napätie pre zváracie práce.
ZOXIDOVANÁ HÚSENICA
- Pri použití dlhého oblúka zvárajte v kanáli.
- Nastavte napätie.
- Drôt sa ohol alebo príliš vyčnieva z rúrky na vedenie drôtu.
- Nesprávna rýchlosť podávania drôtu.
NEDOSTATOČNÝ PRIEVAR
- Nesprávny sklon horáka.
- Nesprávna alebo nedostatočná vzdialenosť.
- Predratie rúrky na vedenie drôtu.
- Príliš nízka rýchlosť podávania drôtu pre použité napätie alebo rýchlosť zvárania.
PRÍLIŠNÝ PRIEVAR
- Príliš vysoká rýchlosť podávania drôtu.
- Nesprávny sklon horáka.
- Nadmerná vzdialenosť.
STUDENÝ SPOJ/NEPREVARENÉ
MIESTO
- Príliš krátka vzdialenosť.
- Zdrsnite alebo obrúste zvar, potom zopakujte.
KANÁLIKOVANIE
- Príliš vysoká rýchlosť zvárania. (Túto chybu môže zvárač jednoducho rozpoznať
pohľadom, a ihneď napraviť.)
 Loading...
Loading...


