2 SK
TECHNICKÝ POPIS
SK
1.0 TECHNICKÝ POPIS
1.1 POPIS
Zváracie stroje MIG môžu zvárať nízkouhlíkovú oceľ, koróziiv-
zdornú oceľ a hliník plneným drôtom s alebo bez použitia plynu.
Zvárací stroj MIG/MAG môže zvárať nízkouhlíkovú oceľ, koróziiv-
zdornú oceľ a hliník.
1.2 ŠTÍTOK S ÚDAJMI
140 A / 140 A EURO CONNECTOR
180 A
1.3 PRACOVNÝ CYKLUS A PREHRIATIE
Pracovný cyklus je údaj v percentách z 10-minútového intervalu,
počas ktorého môže zvárací stroj plynulo zvárať bez prehriatia. Ak
sa stroj prehreje, zvárací prúd sa zastaví a súvisiaca kontrolka sa
rozsvieti. V takom prípade nechajte stroj chladnúť približne 15 mi-
nút a – pri modeli 250 A Alu pred opakovaným spustením – znížte
úroveň zváracieho prúdu a súvisiaceho napätia alebo znížte čas
práce.
Príklad: 250 A – 30 % znamená prácu počas 3 minút pri 250 A s
časom prestávky 7 minút.
1.4 VOLT – AMPÉROVÉ CHARAKTERISTIKY
Volt-ampérové charakteristiky ukazujú najvyššie voltové a ampér-
ové výkonové schopnosti zváracieho napájacieho zdroja. Krivky
iných nastavení patria pod zobrazené krivky. Pozrite strany XIII.
2.0 MONTÁŽ
DÔLEŽITÉ: PRED PRIPOJENÍM, PRÍPRAVOU ALEBO
POUŽITÍM ZARIADENIA SI PREČÍTAJTE ČASŤ 1.0 BEZ-
PEČNOSTNÉ OPATRENIA
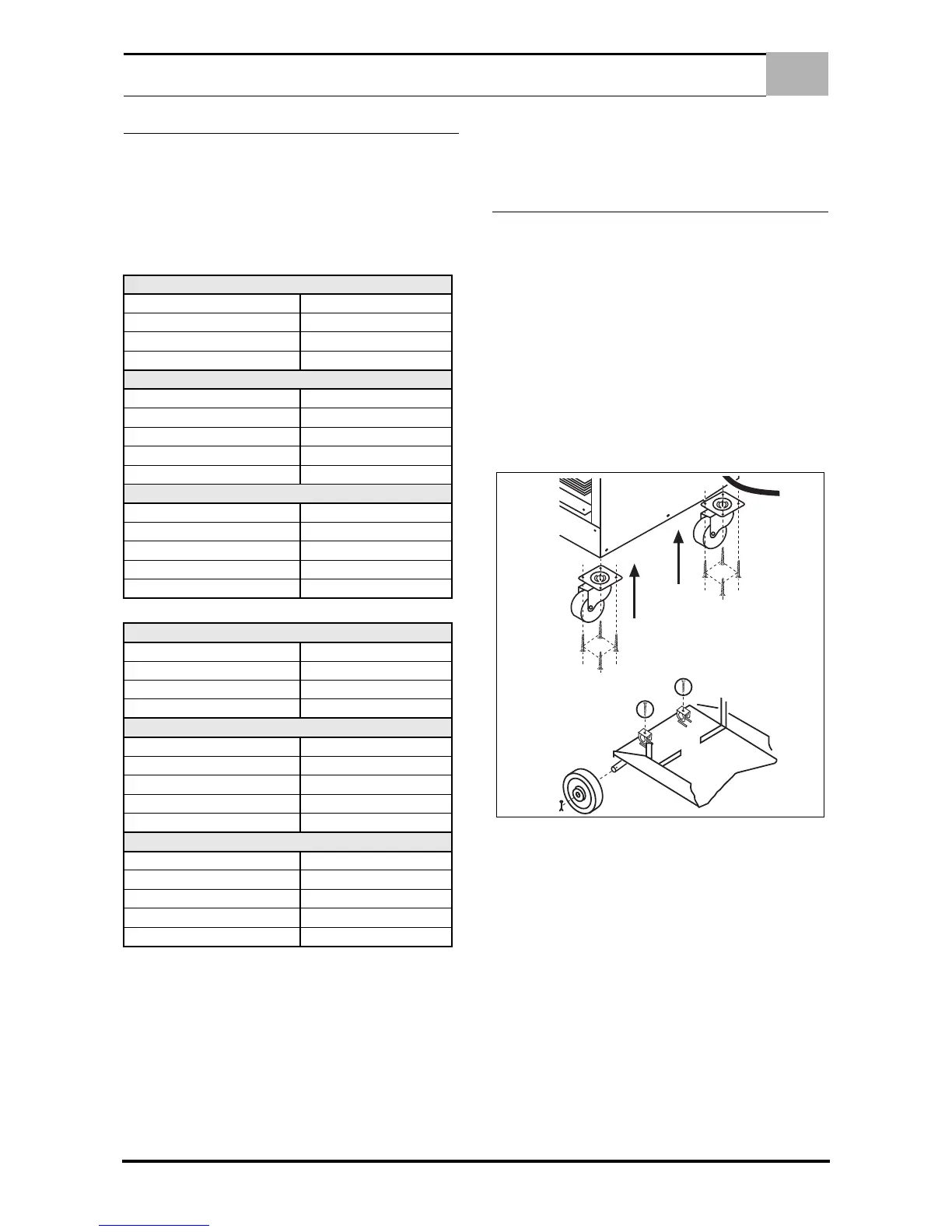
2.1 PRÍSLUŠENSTVO STROJA
1. Pre dovŕšenie montáže stroja vybaľte zariadenie a súčiastky,
2. Stroj ponechajte na drevenej palete a na odmontovanie 8
skrutiek spod predného panela (štyri naľavo a štyri napravo)
použite kľúč č. 13 ; namontujte tam dve otočné vozíkové ko-
lieska a skrutky znovu namontujte.
3. Odmontujte dve skrutky zachytávajúce stroj o paletu, umiest-
nené na podpere plynovej nádoby.
4. Zľahka zodvihnite zadnú časť stroja, aby ste pootočili pale-
tou, a takto uvoľnili zadnú časť.
5. Z nápravy odmontujte skrutky a pokračujte montážou pev-
ných kolies.
6. Namontuje rukoväte.
2.2 PRIPOJENIE ZDROJA NAPÁJANIA KU HLAVNÉMU
ELEKTRICKÉMU ROZVODU
AK SA ZDROJ NAPÁJANIA VYPNE POČAS ZVÁRANIA, MÔŽE
TO MAŤ ZA NÁSLEDOK VÁŽNE POŠKODENIE ZARIADENIA.
1. Skontrolujte, či je elektrická zásuvka vybavená poistkou uve-
denou na parametrovom štítku.
2. Pred pripojením zásuvky skontroluje, či napätie hlavného
elektrického rozvodu zodpovedá požadovanému napájaniu,
aby sa predišlo poškodeniu generátora.
2.3 OBSLUHA A PREPRAVA NAPÁJACIEHO ZDROJA
BEZPEČNOSŤ PRACOVNÍKA: ZVÁRAČSKÁ KUKLA / PRILBA
– RUKAVICE – TOPÁNKY S VYSOKOU KLENBOU / VYSOKÉ
TOPÁNKY
Stroj sa dá jednoducho zodvihnúť, prenášať a obsluhovať, treba
však vždy dodržať nasledovné opatrenia:
1. Nedvíhajte za rukoväte.
2. Napájací zdroj a jeho doplnky pred dvíhaním alebo obsluhou
vždy odpojte z elektrického rozvodu.
3. Zariadenie nevlečte, neťahajte alebo nedvíhajte za káble.
PRIMÁR
Trojfázové napájanie 230 V
Frekvencia 50 - 60 Hz
Účinná spotreba 7,5 A
Najvyššia spotreba 24 A
SEKUNDÁR
Svorkové napätie 18 ÷ 32V
Zvárací prúd 30 A ÷ 170 A
Pracovný cyklus 18% 140 A - 21 V
Pracovný cyklus 60% 75 A - 18 V
Pracovný cyklus100% 60 A - 17 V
Trieda ochrany IP 21
Trieda izolácie H
Hmotnosť Kg. 38,5
Rozmery mm 440 x 670 x 750
Európske normy EN 60974.1 / EN 60974.10
PRIMÁR
Trojfázové napájanie 230 V
Frekvencia 50 - 60 Hz
Účinná spotreba 12,4 A
Najvyššia spotreba 32 A
SEKUNDÁR
Svorkové napätie 17,5 ÷ 33V
Zvárací prúd 35 A ÷ 180 A
Pracovný cyklus 15% 180 A - 23 V
Pracovný cyklus 60% 100 A - 19 V
Pracovný cyklus100% 75 A - 18 V
Trieda ochrany IP 21
Trieda izolácie H
Hmotnosť Kg. 43
Rozmery mm 440 x 670 x 750
Európske normy EN 60974.1 / EN 60974.10
 Loading...
Loading...


