4 HU
VÁLASZTHATÓ (TELI HUZALLAL TÖRTÉNŐ ALKALMAZÁSNÁL)
HU
180 A
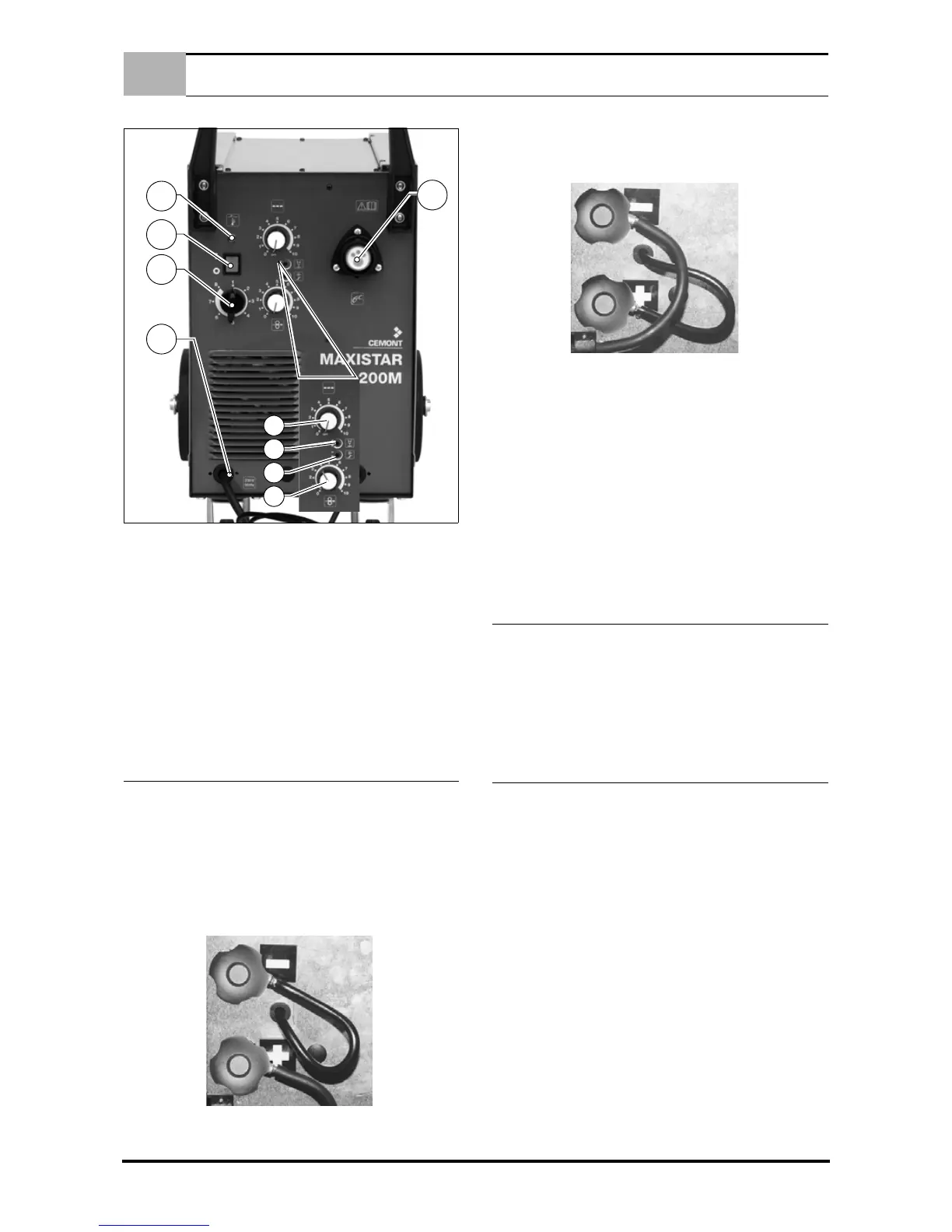
1. Euró égő csatlakoztatása.
2. A készülék túlmelegedésének kijelzése.
3. Főkapcsoló.
4. Kommutátor (lépéskapcsoló) a hegesztő feszültség szabál-
yozása.
5. Földelő kábel.
A Időszabályozó potenciométer ponthegesztésnél.
B Időszabályozó potenciométer a hegesztési teljesítmény meg-
tartására.
C Időszabályozó potenciométer a huzaltovábbító motor gyorsu-
lására.
D Szabályozó potenciométer a huzal sebességének szabályo-
zására.
4.0 VÁLASZTHATÓ (TELI HUZALLAL TÖRTÉNŐ
ALKALMAZÁSNÁL)
Az Ön hegesztő készülékéhez (ha választható felszereléssel lett
megrendelve) használhat különleges, Ø 0.9 mm teli huzalt, ame-
lyhez nincs szükség védőgázra. A hegesztőpálcával végzett
hegesztéstől eltérően ez a huzal nem hagy salakot, és nagyobb
varrat áthegesztést hagy maga után, sokkal kisebb vonalabszor-
pcióval.
Győződjön meg a hegesztés megfelelő polaritásáról!
„POLARITÁSVÁLTOZÁS” GÁZ NÉLKÜL
Ábra 2.
ALKALMAZÁS VÉDŐGÁZZAL, HUZALLAL ALACSONY SZÉNT-
ARTALMÚ ACÉLOK HEGESZTÉSÉRE.
„POLARITÁSVÁLTOZÁS” GÁZZAL
Ábra 3.
Védőgázként CO2 vagy Ar/CO2 keverék alkalmazható.
4.1 ALUMÍNIUM HEGESZTÉSE
A gépet alacsony széntartalmú acél hegesztésére állítsa be a
következő eltérésekkel:
1. Használja a tiszta argont tartalmazó tartályt!
2. Szerelje fel a dobot a Ø 0,8 mm alumínium huzallal!
3. Szerelje fel a csatlakozó fúvókát Ø 1 mm-el!
4.2 ROZSDAMENTES ACÉL HEGESZTÉSE
A gépet alacsony széntartalmú acél hegesztésére állítsa be a
következő eltérésekkel:
1. Használja az Ar/CO2 keveréket tartalmazó gázpalackot!
2. Szerelje fel a dobot Ø 0,8 mm rozsdamentes acélhuzallal!
5.0 A MIG HEGESZTÉSRE VONATKOZÓ ALAP-
INFORMÁCIÓK
A MIG - úgynevezett autogén - hegesztés azonos fémből készült
darabok összehegesztését teszi lehetővé (alacsony széntartalmú
acél, rozsdamentes acél, alumínium) ezek olvasztásával, bizto-
sítva a fizikai és mechanikai folyamatosságot. A fém olvasztásá-
hoz szükséges hő elektromos ívben képződik, mely a hegesztő
drót és a hegesztett darab között ég. A védőgáz védi az ívet és a
folyósított fémet a környező légkörtől.
6.0 A BERENDEZÉS CSATLAKOZTATÁSA ÉS
ELŐKÉSZÍTÉSE A HEGESZTÉSRE.
A HEGESZTÉSI KIEGÉSZÍTŐKET FIGYELMESEN CSATLA-
KOZTASSA, HOGY ELKERÜLJE A TELJESÍTMÉNYVESZTE-
SÉGET VAGY A VESZÉLYES GÁZOK SZÖKÉSÉT.
FIGYELMESEN BE KELL TARTANI A BIZTONSÁGI SZABÁL-
YOK UTASÍTÁSAIT!
MEGJEGYZÉS: AZ ÁTKAPCSOLÓKAT NE ÁLLÍTGASSA A
HEGESZTÉSI MUNKÁK VÉGZÉSÉNEK IDEJE ALATT, HOGY
A BERENDEZÉS NE KÁROSODJON!
ELLENŐRIZZE, HOGY A GÁZ A FÚVÓKÁN ÁT ÁRAMLIK-E,
ÉS AZ ÁRAMLÁSÁT ÁLLÍTSA BE A SZABÁLYOZÓ SZELE-
PEN!
FIGYELMEZTETÉS: KÜLTÉRI MUNKÁKNÁL VAGY ERŐSEN
SZELLŐZTETETT HELYEKEN A GÁZÁRAMLÁST VÉDENI
KELL, KÜLÖNBEN A HEGESZTÉSI MUNKÁK AZ INVERZ
VÉDŐGÁZOK SZÉTÁRAMLÁSA MIATT NEM LESZNEK VÉD-
VE!
6.1 HEGESZTÉS
1. Nyissa ki a gáztartályt és állítsa be a gázkiáramlást szükség
szerint! Erősítse fel a földelés csatlakozóját a hegesztett da-
rabra, ahol nincs védőmázolás, műanyagfedés vagy rozsda!
2. Az átkapcsolókkal válassza ki a hegesztési áramerősséget
(4. utalás - Ábra 1 Oldal 3.); ne feledje, hogy minél nagyobb
a hegesztett vastagság, annál nagyobb teljesítményre van
 Loading...
Loading...



