Transmig 210, 250, 310, 330
Page 28 of 31 DOC No: MIGTRN0001
Date: 14/09/98 Issue No: 2
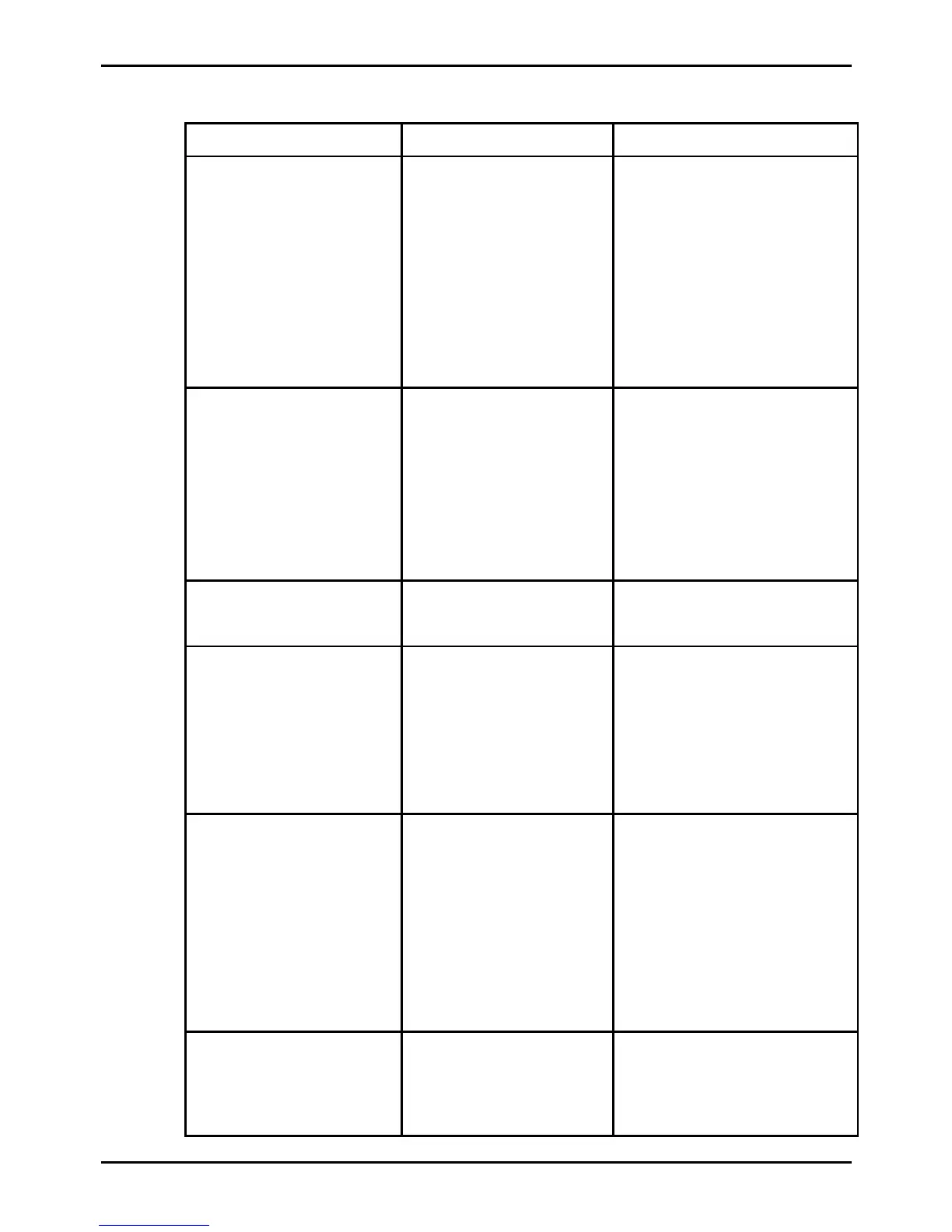
10.2 Welding Problems
FAULT CAUSE REMEDY
1 Undercut AWelding arc voltage too
high.
AReduce voltage by reducing the
Voltage Control switches posi-
tions or turn the Wirespeed con-
trol knob clockwise.
BIncorrect torch angle BAdjust angle
CExcessive heat input CIncrease the torch travel speed or
reduce welding current by
reducing the Voltage Control
switches positions and turn the
Wirespeed control knob anti-
clockwise.
2 Lack of penetration AWelding current too low AIncrease welding current by
increasing turn the Wirespeed
control knob clockwise and
increasing Voltage Control
switch positions.
BJoint preparation too
narrow or gap too tight
BIncrease joint angle or gap
CShielding gas incorrect CChange to a gas which gives
higher penetration
3 Lack of fusion Arc voltage to low Increase Arc voltage by
increasing the Voltage Control
switches position.
4 Excessive spatter AArc voltage too high ALower voltage by reducing the
Voltage Control switches
positions or turn the Wirespeed
control knob clockwise.
BArc voltage too low BRaise voltage by increasing the
Voltage Control switches or turn
the Wirespeed control knob anti-
clockwise.
5 Irregular weld shape AIncorrect voltage and
current settings. Convex,
Arc voltage too low
Concave,
voltage too high.
AAdjust voltage and current by
adjusting the Voltage Control
switches positions and the
Wirespeed control knob.
BWire is wandering BReplace contact tip
CIncorrect shielding gas CCheck gas selection
DInsufficient or excessive
heat input
DAdjust the Wirespeed control
knob or the Voltage Control
switches.
6 Arc does not have a crisp
sound that short arc
exhibits when the wirefeed
speed and voltage are
adjusted correctly.
The MIG torch has been
connected to the wrong
voltage polarity on the front
panel.
Connect the MIG torch to the
positive welding terminal (+) for
solid wires and gas shielded flux
cored wires.