Transmig 210, 250, 310, 330
DOC No: MIGTRN0001 Page 29 of 31
Issue No: 2 Date: 14/09/98
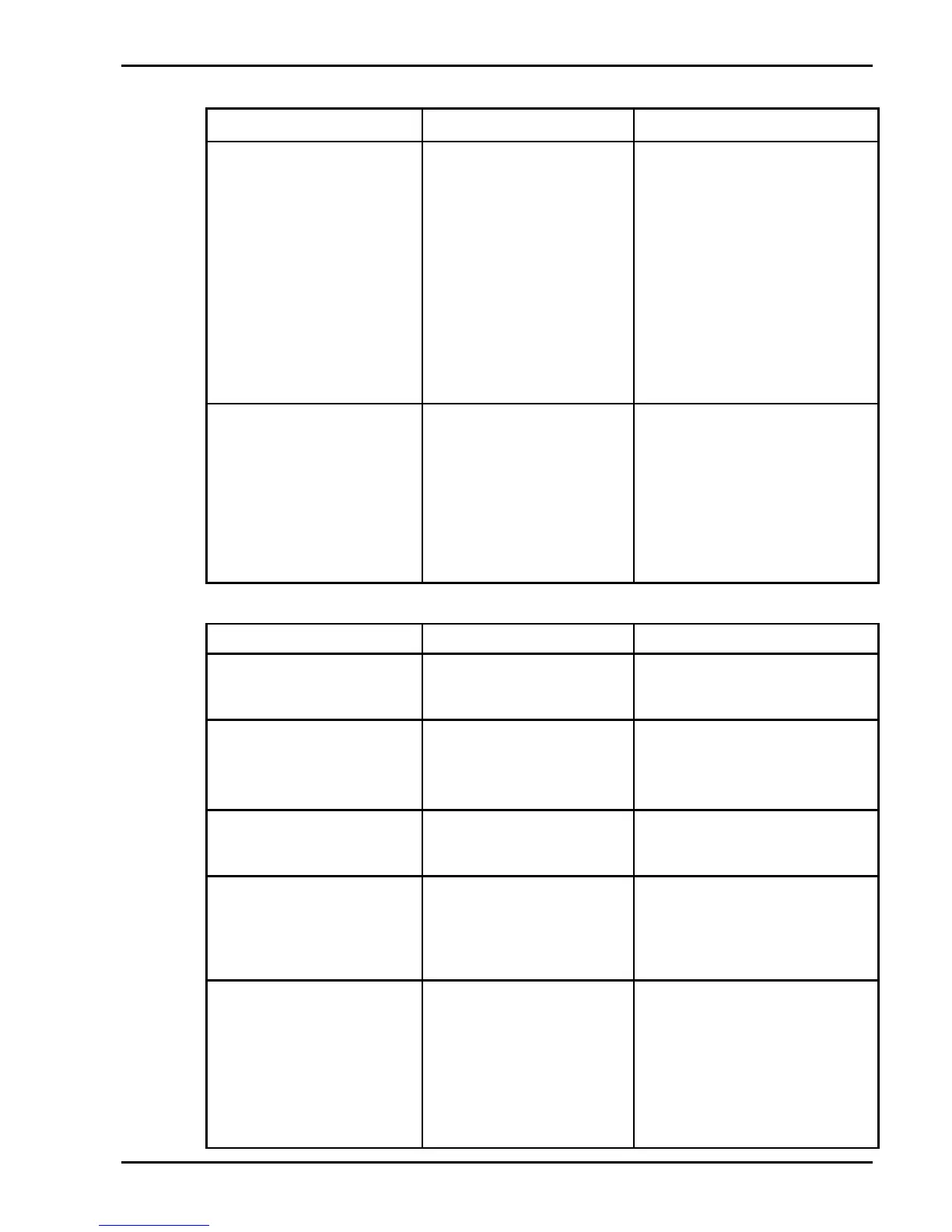
Welding Problems (continued)
FAULT CAUSE REMEDY
7 Weld cracking AWeld beads too small ADecrease torch travel speed
BWeld penetration narrow
and deep
BReduce current and voltage and
increase the MIG Torch travel
speed or select a lower
penetration shielding gas.
CExcessive weld stresses CIncrease weld metal strength or
revise design
DExcessive voltage DDecrease voltage by reducing the
Voltage Control switches.
ECooling rate too fast ESlow the cooling rate by
preheating part to be welded or
cool slowly.
8 Cold weld puddle AFaulty rectifier unit AHave an Accredited CIGWELD
Service Agent test then replace
the faulty component.
BLoss of a phase in the
Mains supply voltage.
BCheck mains power
CLoose welding cable
connection.
CCheck all welding cable
connections.
DLow Mains supply voltage DContact supply authority
10.3 Power Source Problems
FAULT CAUSE REMEDY
1 Indicator light is ON but
welding arc can not be
established.
Coarse Voltage Control
switch is in the STANDBY
position.
Switch the Coarse Voltage
Control switch to a welding
setting.
2 Mains supply voltage is
ON. Indicator light is not lit
and welding arc can not be
established.
A
B
Primary fuse is blown.
Broken connection in
primary circuit.
A
B
Replace primary fuse.
Have an Accredited CIGWELD
Service Agent check primary
circuit.
3 Mains indicator light is not
lit but welding arc can be
established.
Burnt out Indicator light. Have an Accredited CIGWELD
Service Agent replace Indicator
light.
4 Mains supply voltage is
ON and Indicator light is lit
but when the torch trigger
switch is depressed nothing
happens.
Torch trigger switch leads
are disconnected.
Reconnect.
5 Mains supply voltage is
ON, no wire feed but gas
flows from the MIG Torch
when the torch trigger
switch is depressed.
AElectrode wire stuck in
conduit liner or contact tip
(burn-back jam).
ACheck for clogged / kinked MIG
Torch conduit liner or worn
contract tip. Replace faulty
components.
BFaulty control PCB BHave an Accredited CIGWELD
Service Agent investigate the
fault.