electrode angle incorrect,
rate of travel too high
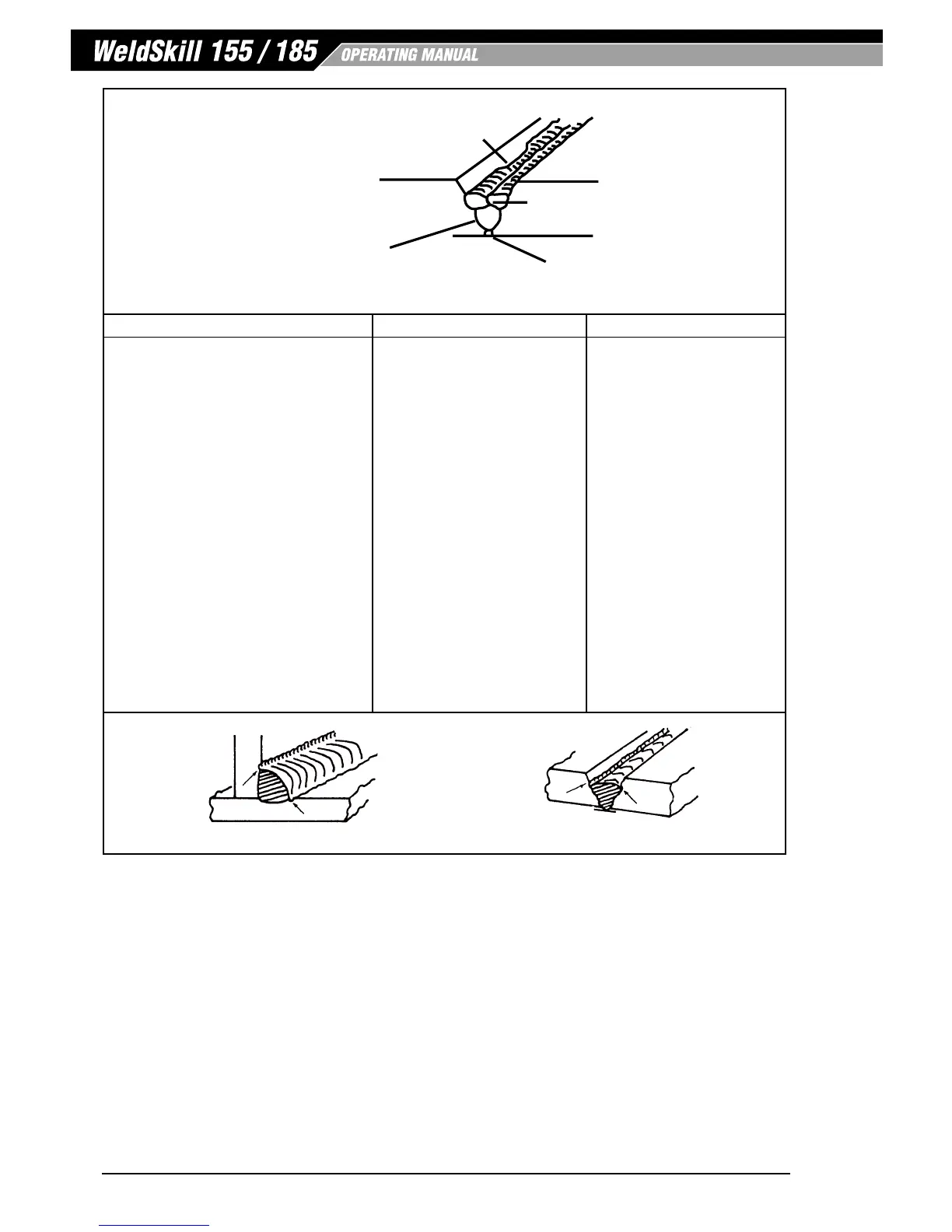
Figure 6-30: Example of Lack of Fusion
Description Possible Cause Remedy
5 A groove has been formed in the base
metal adjacent to the toe of a weld
and has not been filled by the weld
metal (undercut).
A Welding current is too high. A Reduce welding current
B Welding arc is too long. B Reduce the length of the
welding arc
C Angle of the electrode is
incorrect.
C Electrode should not be
inclined less than 45° to the
vertical face
D Joint preparation does not
allow correct electrode angle.
D Allow more room in joint
for manipulation of the
electrode.
E Electrode too large for joint. E Use smaller gauge
electrode.
F Insufficient deposit time at
edge of weave.
F
Pause for a moment at
edge of weave to allow weld
metal build-up.
Art # A-07714
Figure 6-31: Examples of undercut