0-5492 8-3 SERVICE
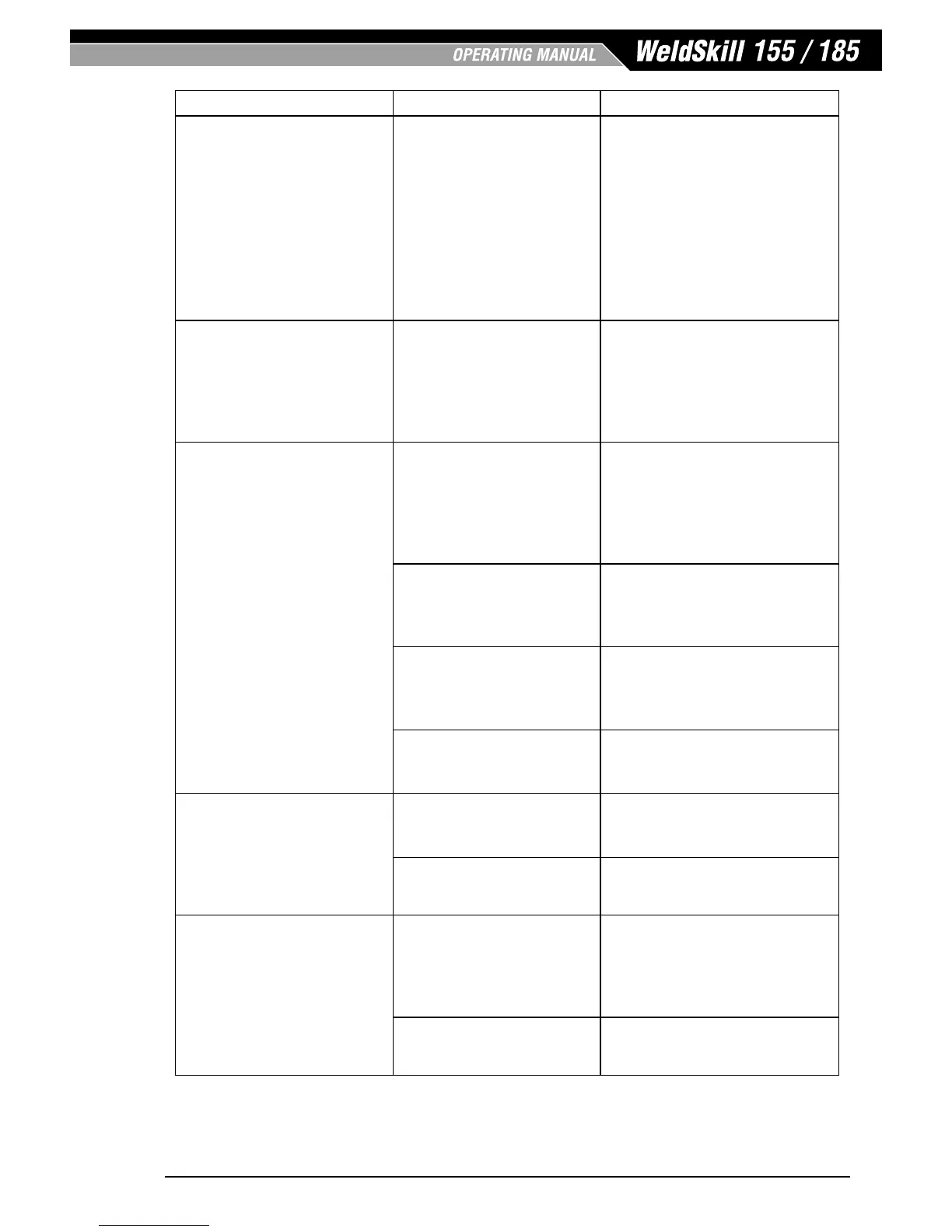
PROBLEM CAUSE REMEDY
4 Mains Supply Voltage is
On, the On/Off switch in
the rear panel is in the On
position but the Power
On indicator on the front
panel is Not illuminated
and the digital displays on
the front panel are also not
illuminated and the power
source will not weld.
This may occur due to
the activation of an in-
built protective device
if the Power Source is
repeatedly switched On
then Off rapidly or the
supply to the Power
Source is switched On
then Off rapidly.
If this occurs leave the Power
Source On/Off switch in the Off
position for several minutes to
allow the protective device to
reset.
5 Over Temp Indicator is
illuminated and unit will
not commence welding
when the torch trigger
switch is depressed.
Duty cycle of power source
has been exceeded.
Leave the power source
switched ON and allow it to
cool. Note that Over Temp
indicator must be extinguished
prior to commencement of
welding.
6 Unit will not feed wire in
MIG mode.
A Incorrect Feed Roll fitted
for wire type being used.
(WeldSkill 185 only)
A Fit the correct feed roll for MIG
wire type being used. Refer to
section 2.11 for optional feed
rolls available and Section
5.07 for feed roll fitting details.
(WeldSkill 185 only)
B Pressure Roller Arm is
not secured in the down
position or not correctly
adjusted.
B Secure Pressure Roller in the
down position and ensure that
it is correctly adjusted. Refer to
Section 5.05 and 5.06.
C Electrode wire stuck in
conduit liner or contact tip
(burn-back jam).
C Check for clogged / kinked MIG
torch conduit liner or worn
contact tip. Replace faulty
components.
D Internal fault in power
source
D Have an Accredited CIGWELD
Service Provider investigate the
fault.
7 Welding wire continues to
feed when torch trigger is
released.
A Trigger mode selection
switch is in 4T latch mode.
A Change the trigger mode
selection switch from 4T latch
mode to 2T normal mode.
B Torch trigger leads
shorted.
B Repair or replace torch trigger
switch/lead.
8 Welding arc cannot be
established in MIG mode.
A MIG torch polarity lead
is not connected into a
welding output terminal.
A Connect the MIG torch polarity
lead to either the positive
welding output terminal or
the negative welding output
terminal as required.
B Poor or no work lead
contact.
B Clean work clamp area and
ensure good electrical contact.