SERVICE 8-4 0-5492
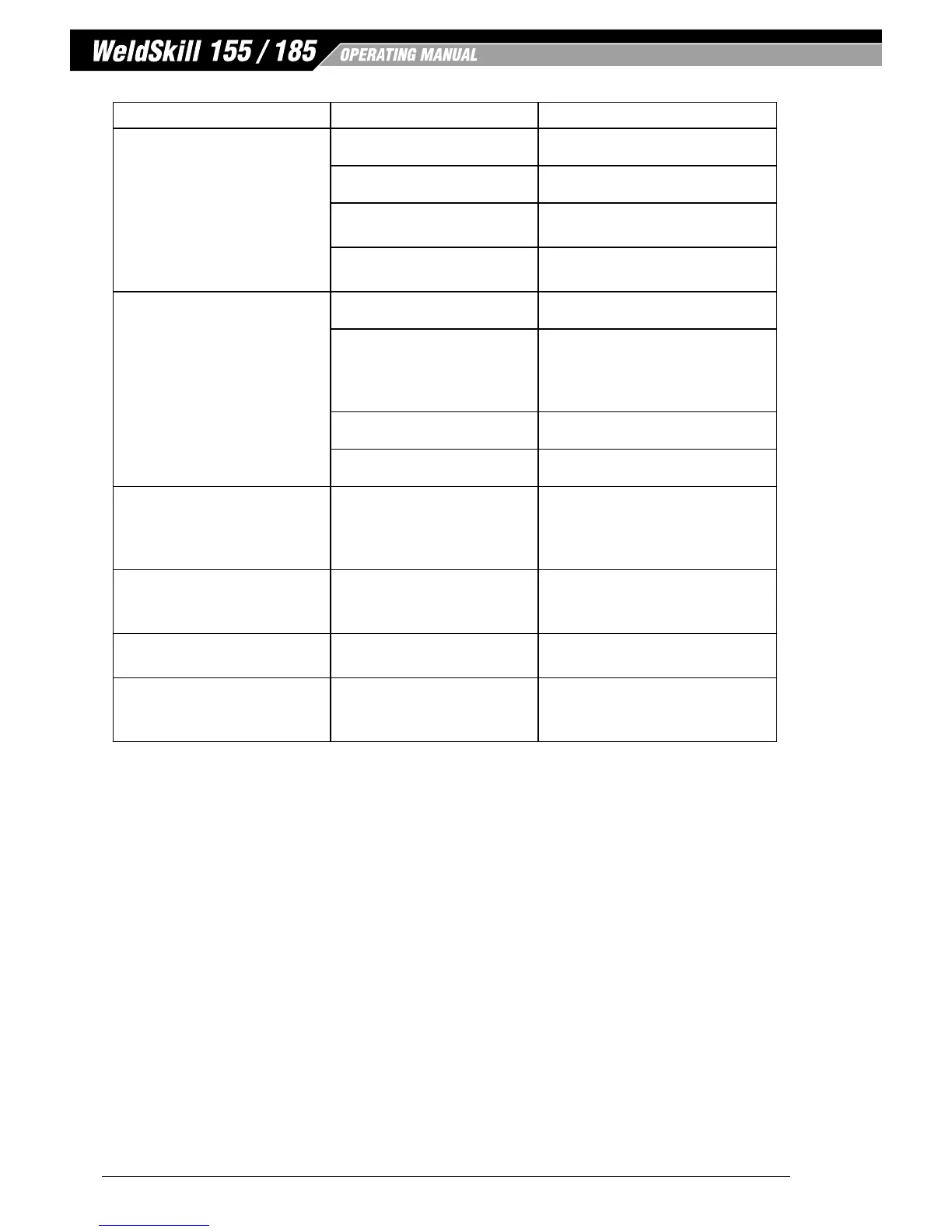
PROBLEM CAUSE REMEDY
9 Inconsistent wire feed. A Worn or dirty contact tip. A Replace if necessary.
B Worn feed roll. B Replace.
C Excessive brake tension on
wire reel hub.
C Reduce brake tension on spool
hub
D Worn, kinked or dirty
conduit liner
D Clean or replace conduit liner
10 No gas flow in MIG mode. A Gas hose is damaged. A Replace or repair.
B Gas passage contains
impurities.
B Disconnect gas hose from
the rear of power source
or wirefeeder and blow out
impurities.
C Gas regulator turned off. C Turn on regulator.
D Empty gas cylinder. D Replace gas cylinder.
11 Gas flow continues after
the torch trigger switch
has been released (MIG
mode).
Gas valve has jammed
open due to impurities in
the gas or the gas line.
Have an accredited CIGWELD
service provider repair or
replace gas valve.
12 Power indicator will not
illuminate and welding arc
cannot be established.
The mains supply voltage
has exceeded voltage
limits of the power source.
Ensure that the mains supply
voltage is within 240VAC ±
15%.
13 TIG electrode melts when
arc is struck.
TIG torch is connected to
the (+) VE terminal.
Connect the TIG torch to the (-)
VE terminal.
14 Arc flutters during TIG
welding.
Tungsten electrode is
too large for the welding
current.
Select the correct size of
tungsten electrode. Refer to
Table 6-1.
Table 8-1