B-17
Welding
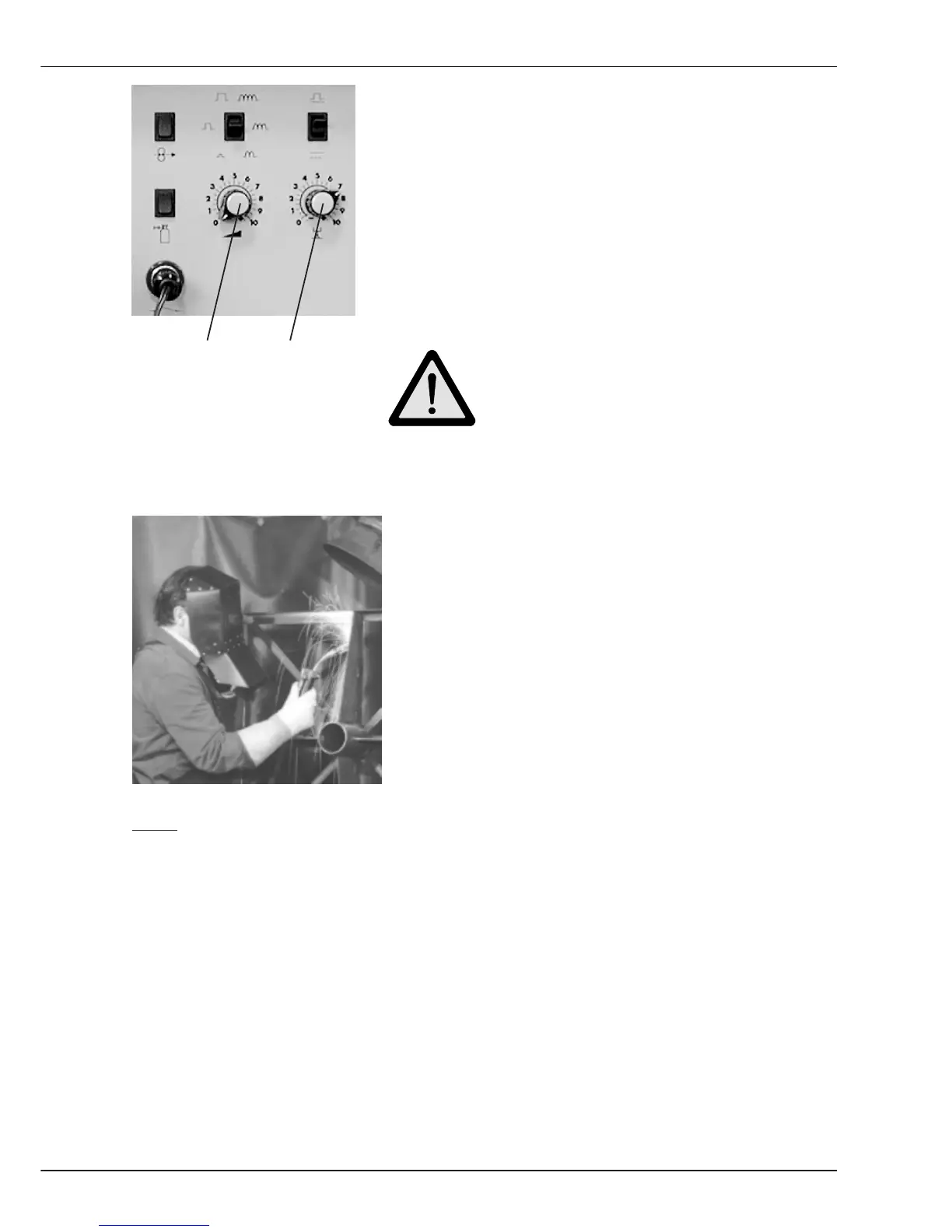
GLC 353/503/553 MC3
- Select the required Arc output by turning
Potentiometer 1 on the wire drive operation panel.
The resulting values for Wire feed speed and
Welding current set value can be read on
Display 1 and 2 on the power source.
- Begin welding.
Poti 1 Poti 2 Caution!
Protect eyes and skin against arc
radiation ! Wear protective clothing !
- Turn Potentiometer 2 to adapt the Arc length to
the set wire feed speed.
- Carry out test welds and optimize the settings
by turning Potentiometer 1 and 2.
- The actual weld parameters voltage and current are
shown on Display 1 - position Volt and on Display 2
- position Ampere.
Note: Set Display 1 on position mm. The display shows a plate thickness which
can be welded with the set arc capacity. This is only an approximate value
which has to be adapted during production!
If you select A
Hold
on Display 2 the maximum welding current used during
welding can
be read at the end of the welding process.
B2.3 MIG-MAG Pulse Synergic