B-32
Programming
GLC 353/503/553 MC3
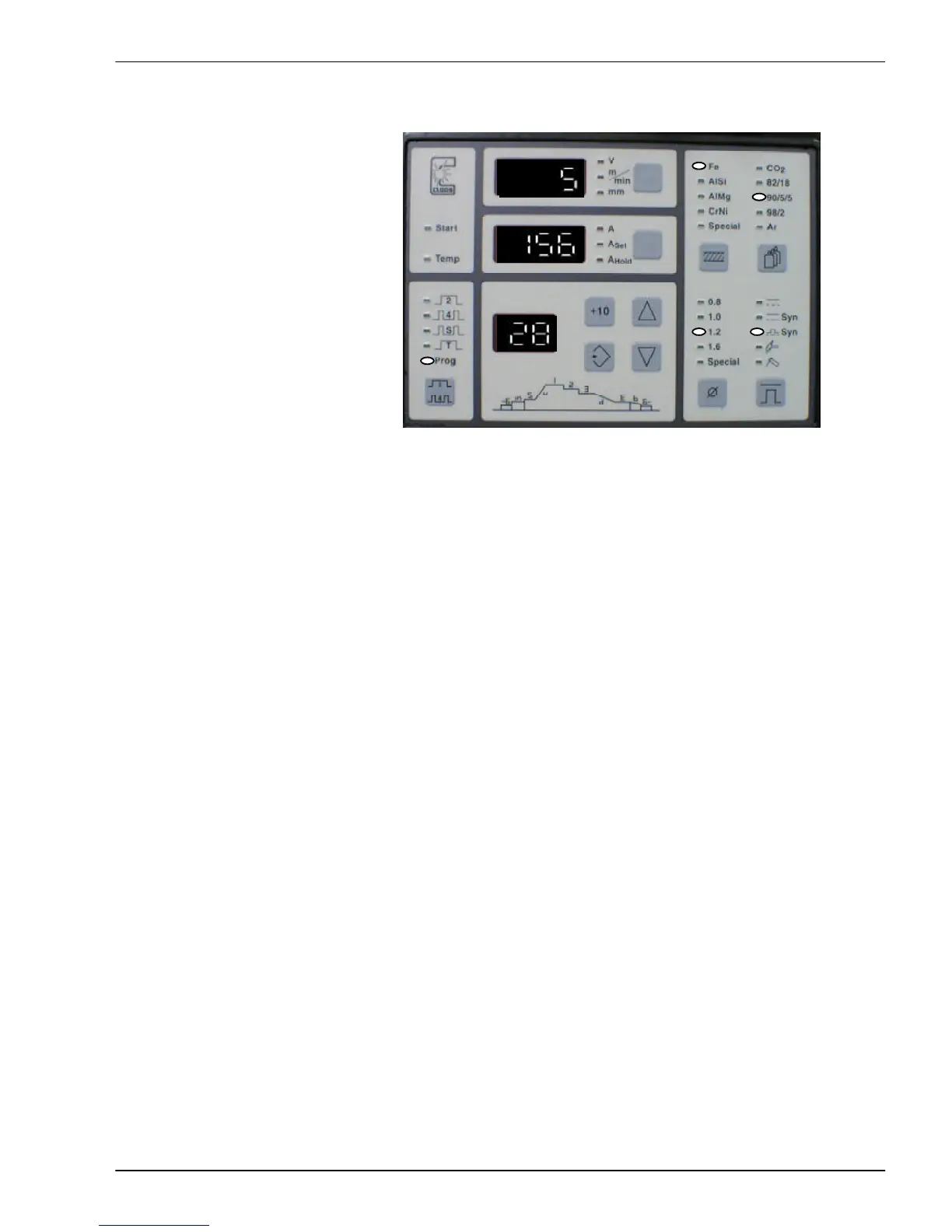
P5 Calling up a weld procedure sequence
Actuate the key Up or
Down until the number of
the required weld procedure
sequence appears on the display.
P6 Correct a weld procedure sequence
Call up a weld procedure sequence. For modifications press the key Operating mode
for approx. 1 second. You may now modify the values as described in chapter P4
Programming a weld procedure sequence.
P5/6 Aufruf & Korrigieren eines Schweißprozessablaufes
Configuration menu
From software V1.56 up it is possible to configure the MC3.
The configuration menu is called up by pressing the key "Wire diameter" for a long time. The
other parameters in the configuration manu are called up by briefly pressing this key.
Use the "Save" key to quit the menu.
The following configuration parameters are available.
From version V1.56 up
· LOC: ( Key switch function )
· GAS: ( Gas flow sensor yes / no )
· ADJ: ( Adjustment range )
Extension from version V1.58 up
· ROL: ( Diameter of rollers )
Extension from version V1.59 up
· DOC: ( Weld data documentation )
Extension from version V1.60 up
· F1: ( Torch function )