B-28
Programming
GLC 353/503/553 MC3
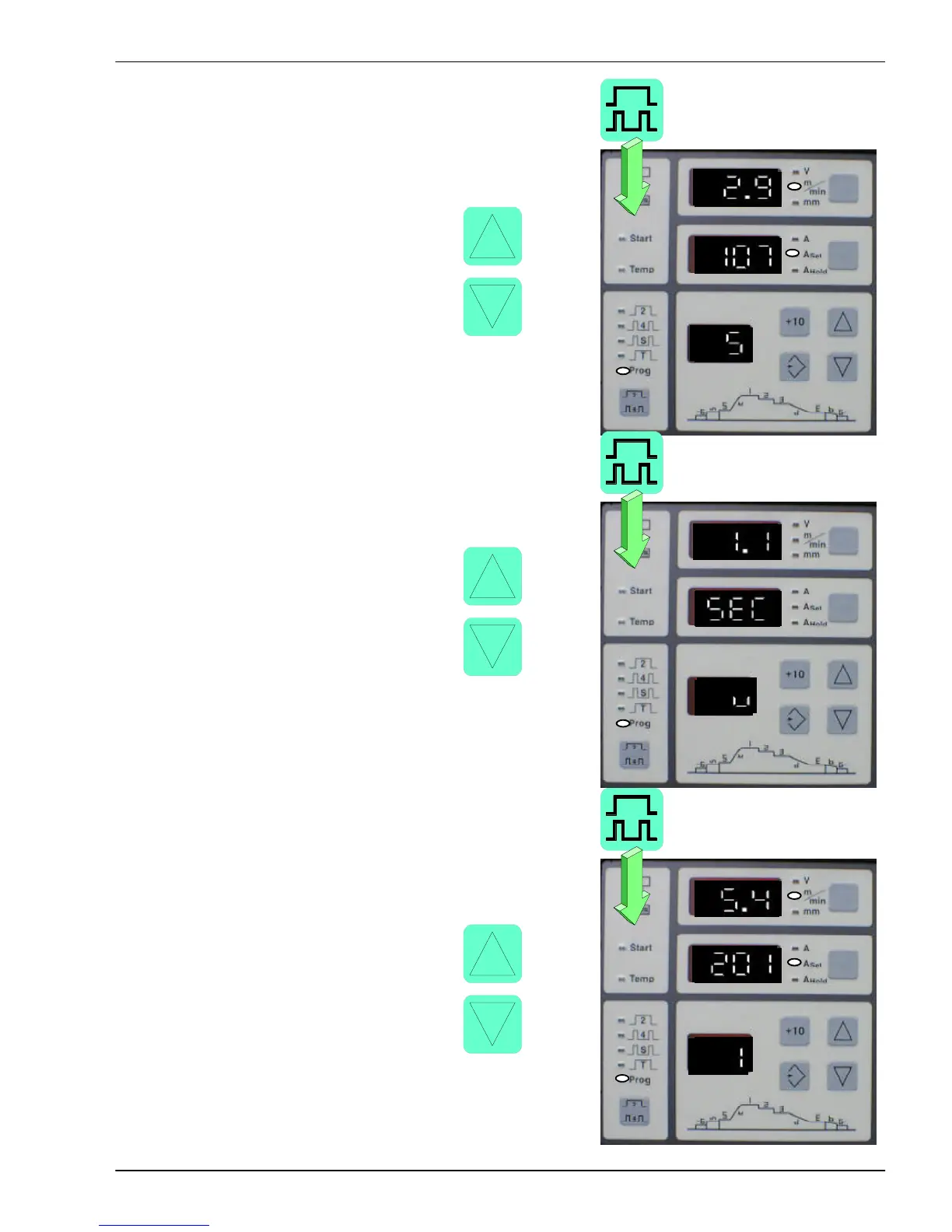
- Press and release the key Operating mode
to enter the value Start capacity.
You can now weld the sizes.
Use the keys Up or
Down until the required arc
has been set. The potentiometers
on the wire drive unit operation
panel can be used for a
precise setting.
- Press and release the key Operating mode.
The Start ramp can be entered.
Actuate the keys Up
or Down until the required
value has been set.
- Press and release the key Operating mode and
enter the Main parameter 1 value.
You can start welding to test and adapt the values.
Use the key Up or
Down until the required arc has
been set. The potentiometers
on the wire drive unit operation
panel can be used for a
precise setting.
4
2
4
2
4
2
P4 Programmieren eines Schweißprozessablaufs