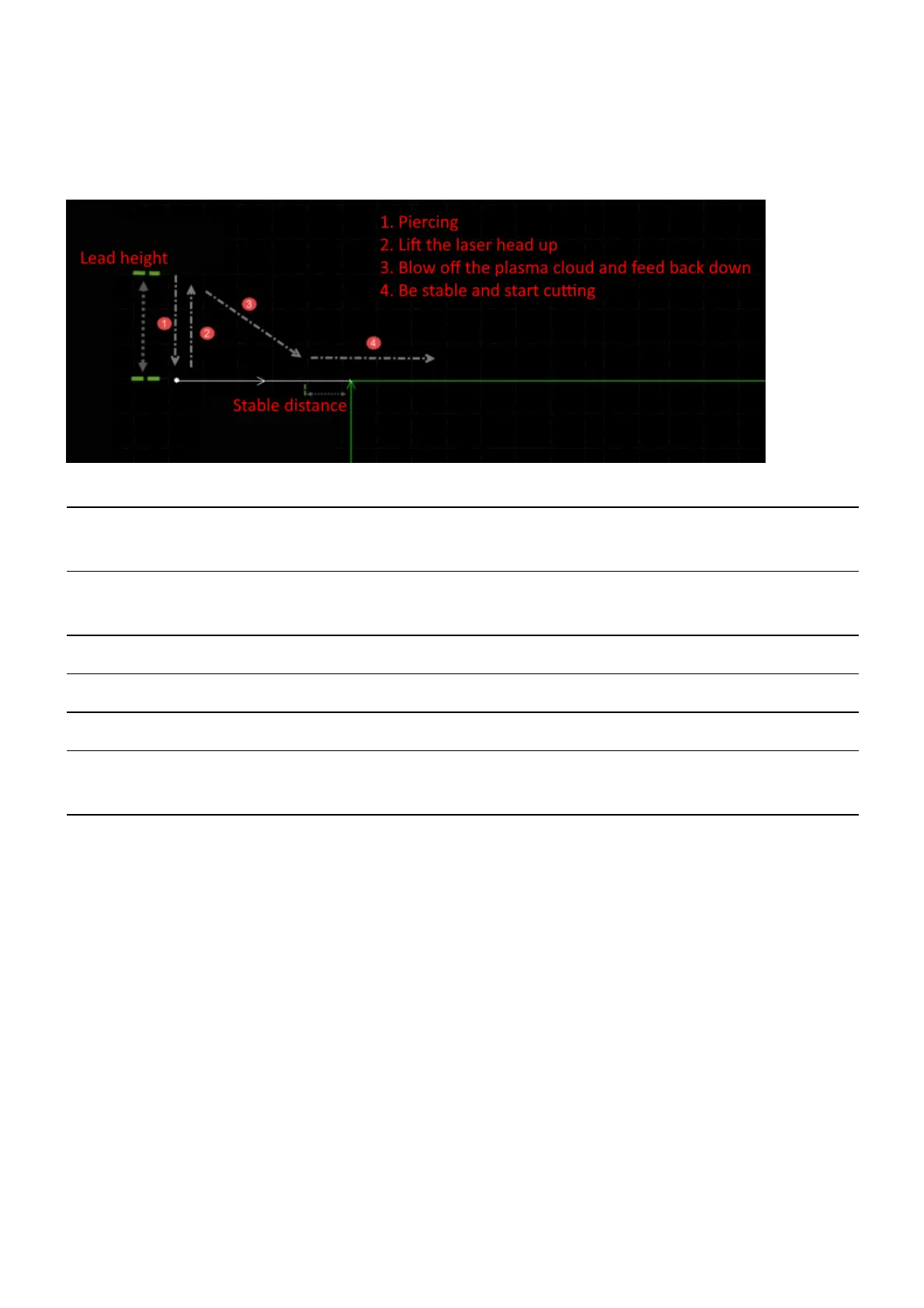
Sometimes, e.g. when cutting thick stainless steel, the piercing process will create a massive cloud of plasma
which will catch a lot of laser power and result in very bad cutting results. In these cases, you should enable
the special technology for leading in to lift the laser head up after piercing, blow off the plasma cloud and
feed the laser head back down, and then start cutting.
Parameter Description
Use Leadline
Technique
Enable the special technology for leading in.
Cut speed
The nominal leading in speed, should be lower than the normal cutting speed because a
part of laser power is caught by the plasma cloud.
Duty cycle Duty of the PWM control signal set in percentage.
Pulse freq Frequency of the PWM control signal.
Lead Down Lift the laser head up after piercing.
Lead height
The initial space between the nozzle and the sheet, should be high enough to blow off
the plasma cloud.
Stable
distance
The distance between the start position of the contour and the position where the laser
head should completely feeding down to the sheet.