4 TIG WELDING
0459 287 601
- 17 -
© ESAB AB 2020
4 TIG WELDING
4.1 Overview
TIG welding uses a non-melting tungsten electrode from which the arc is struck that melts
the workpiece. The molten weld pool and the tungsten electrode are protected by a shielding
gas.
Pulsing is used in order to give better control of the weld pool and solidification. The pulse
frequency is sufficiently low to allow some of the weld pool to start to solidify between each
pulse. Pulsing has four controllable parameters: pulse duration, background current time,
pulse current and background current.
4.2 Settings
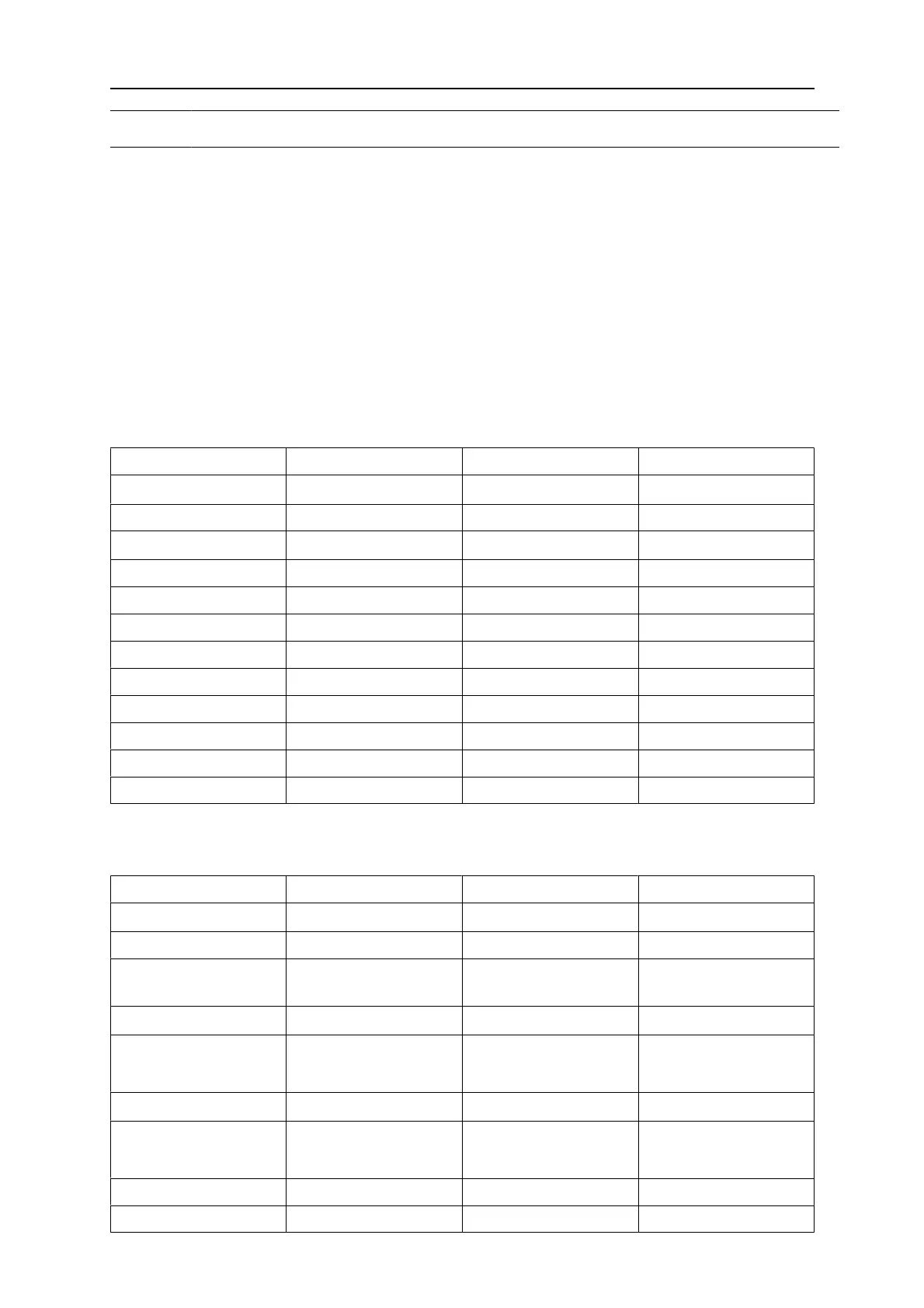
TIG welding without pulsing
Settings Setting range In steps of Default setting
2/4-stroke
1)
2-stroke / 4-stroke - 2-stroke
HF / Liftarc HF / Liftarc - HF
Gas purging
1)
- - -
Gas pre-flow 0.0 - 5.0 s 0.1 s 0.5 s
Slope up time 0.0 - 5.0 s 0.1 s 0.0 s
Slope down time 0.0 - 10.0 s 0.1 s 2.0 s
Gas post-flow 0.0 - 25.0 s 0.1 s 5.0 s
Current 4 - 500 A 1 A 100 A
Remote min 0 - 99% 1% 0%
Trigger data OFF / ON / ARC OFF - OFF
Spot welding ON / OFF OFF
Spot Welding time 0.0 - 25.0 0.1 s
1)
These functions cannot be changed while welding is in progress.
TIG welding with pulsing
Settings Setting range In steps of Default setting
2/4-stroke
1)
2-stroke / 4-stroke - 2-stroke
HF / Lifetic HF / Liftarc - HF
Gas purging
1)
Peak Pulse AMP
2)
4 - 500 A 1 A 100 A
Peak Pulse time 0.001 - 0.1 s
0.1 -1 s
0.001 s
0.1 s
0.200 s
Background AMP
2)
4 - 500 A 1 A 25 A
Background time 0.001 - 0.1 s
0.1 - 5 s
0.001 s
0.1 s
0.100 s
Gas pre-flow 0.0 - 5.0 s 0.1 s 0.5 s
Slope up time 0.0 - 5.0 s 0.1 s 0.0 s