3 MIG/MAG WELDING
0459 287 601
- 10 -
© ESAB AB 2020
3 MIG/MAG WELDING
The arc in MIG/MAG welding melts a filler wire (the electrode) that is continuously fed into
the weld, with the molten zone being protected by a shielding gas.
Pulsing the current affects the transfer of molten droplets from the wire, to produce a stable,
spatter-free arc even at low welding data.
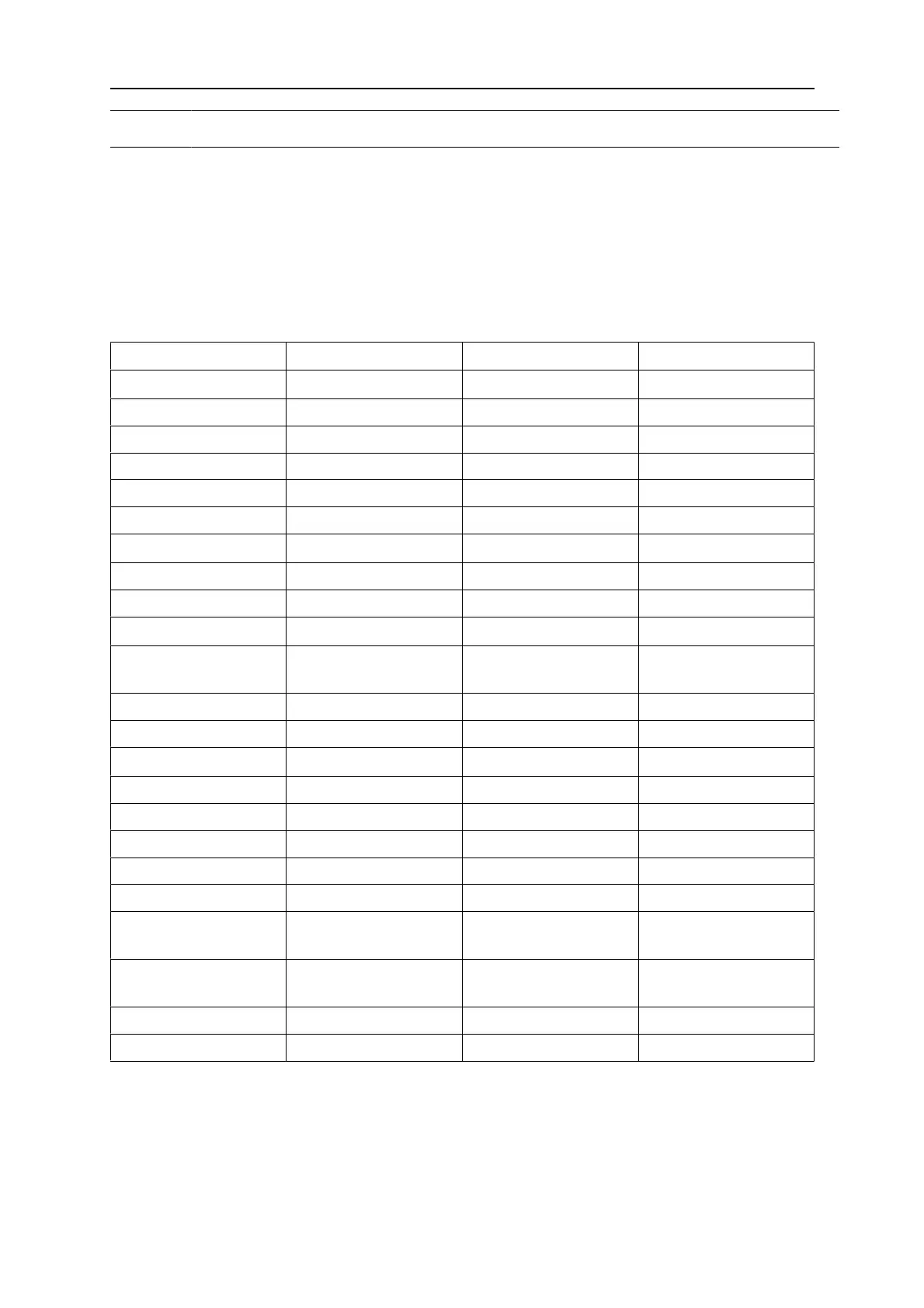
3.1 Settings
MIG/MAG welding without pulsing
Settings Setting range In steps of Default setting
2/4-stroke
1)
2-stroke or 4-stroke - 2-stroke
Crater filling ON / OFF - OFF
Crater fill time 0 - 5 s 0.1 s 1.0 s
Hot start ON / OFF - OFF
Hot start time 0.0 - 10.0 s 0.1 s 1.5 s
Creep start ON / OFF - ON
Gas purging
1)
- - -
Cold wire feed - - -
QSet ON / OFF - OFF
Synergy ON / OFF -
ON
2)
Display of amperage
estimate
ON / OFF - OFF
Inductance 0 - 100 1 -
Gas pre-flow 0.1 - 25 s 0.1 s 0.1 s
Burnback time
3)
0 - 0.35 s 0.01 s 0.08 s
SCT SYN / OFF / ON - SYN
Start parameter R 8.0 - 60.0 0.25 -
Gas post-flow 0 - 20 s 1 s 1 s
Spot welding OFF / ON - OFF
Spot welding time 0.1 - 25 s 0.1 s 0.1 s
Voltage 8 - 60 0.25 (displayed with
one decimal)
synergy deviation ±0
Wire feed speed 0.8–25.0 m/min
(31–980in./min)
0.1 m/min (1in./min) 5 m/min (31in./min)
Trigger data SYN / OFF / ON - OFF
AVC feeder OFF / ON - OFF
1)
These functions cannot be changed while welding is in progress.
2)
The synergy line on delivery: solid wire (ER70S), shielding gas CO
2
with wire 0.8 mm.
3)
The burnback time setting is only available when SCT is OFF. This will be the case if SCT
setting = OFF, or SCT setting = SYN and the chosen synergic line has SCT set to OFF.