5 MMA WELDING
0459 287 601
- 22 -
© ESAB AB 2020
5 MMA WELDING
MMA welding is welding with the use of coated electrodes. Striking the arc melts the
electrode and the coating, with the coating forming a protective slag.
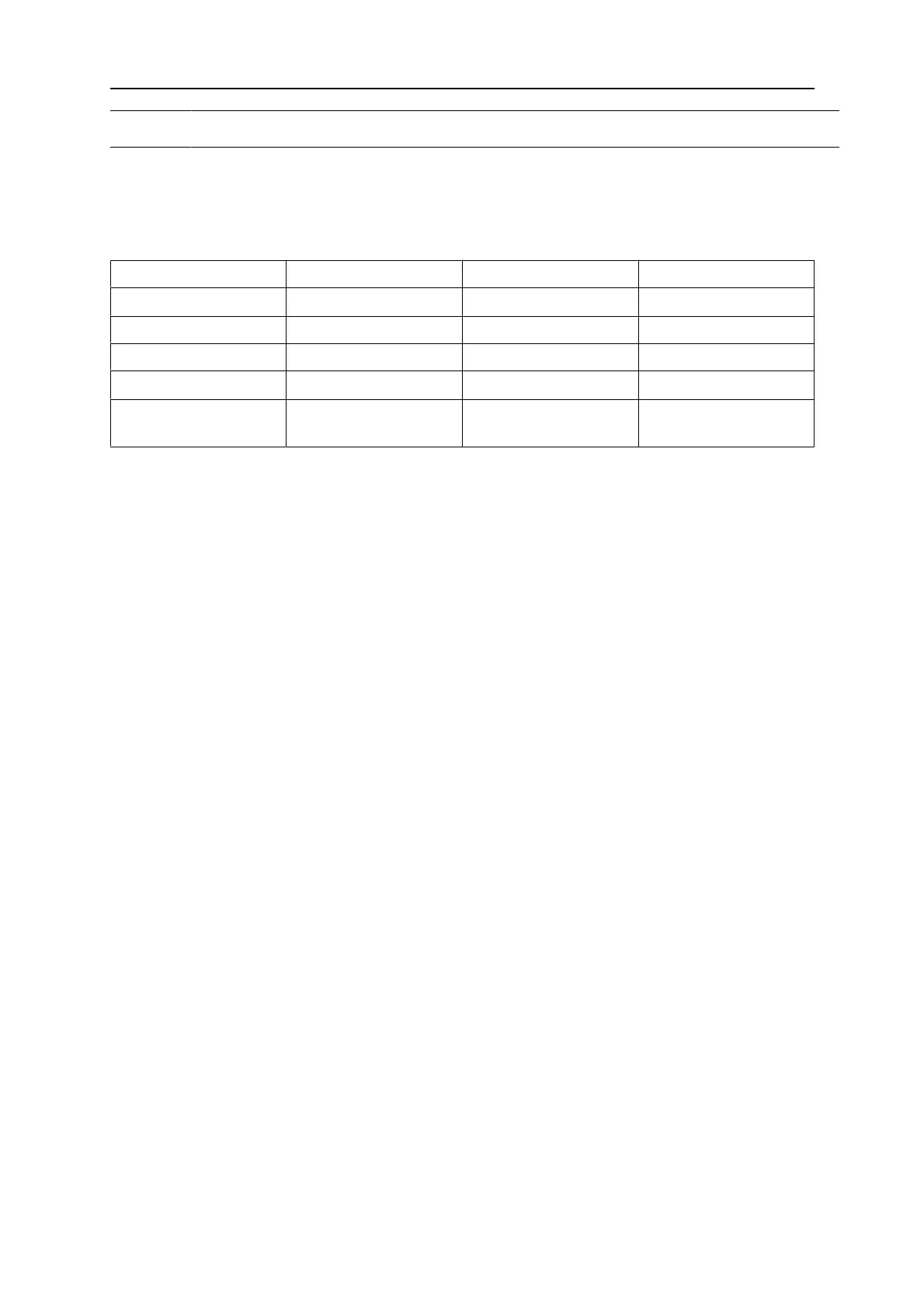
5.1 Settings
Settings Setting range In steps of Default setting
Hot start
1)
ON / OFF - OFF
Hot start time 1 - 30 1 1
Arc force 0.0 - 99.0 0.5 5.0
Current
2)
16 - 500 A 1 A 164 A
Min current
Min current
0 - 99% 1% 0%
1)
These functions cannot be changed while welding is in progress.
2)
Maximal current depends on which machine type is used.
The synergy line on delivery rutile electrode 4.0 mm.
Hot start
The hot start function increases the welding current for an adjustable time at the start of
welding. This reduces the risk of poor fusion defects at the start of the weld.
Setting of hot start time performed in the SETTINGS MENU.
Arc force
The arc force function controls how the current changes when the arc length changes. A
lower value gives a less harsh arc with less spatter.
Setting of arc force performed in the SETTINGS MENU.
Current
Higher current produces wider and deeper penetration into the workpiece.
Irrespective of which menu is displayed, the setting value for the current can always be
changed. The value is displayed in the MAIN MENU or SELECT MENU.
Remote min
Used to set the minimum current for the remote control. If the max current is 100 A and the
min current is to be 50 A, set the min current to 50%.
If the max current is 100 A and the min current is to be 90 A, set the min current to 90%.
- Activation of min current performed in the SETTINGS MENU.