4 TIG WELDING
0459 287 601
- 18 -
© ESAB AB 2020
Settings Setting range In steps of Default setting
Slope down time 0.0 - 10.0 s 0.1 s 2.0 s
Gas post-flow 0.0 - 25.0 s 0.1 s 5.0 s
Trigger data OFF / ON / ARC OFF - OFF
Remote min 0 - 99% 1% 0%
Spot Welding time
3)
0.0 - 25.0 0.1 s
1)
These functions cannot be changed while welding is in progress.
2)
Maximal current depends on which machine type is used.
Live TIG
Settings Setting range In steps of Default setting
Current
2)
4 - 500 A 1 A 100 A
Remote min 0 - 99% 1% 0%
4.3 Function explanations
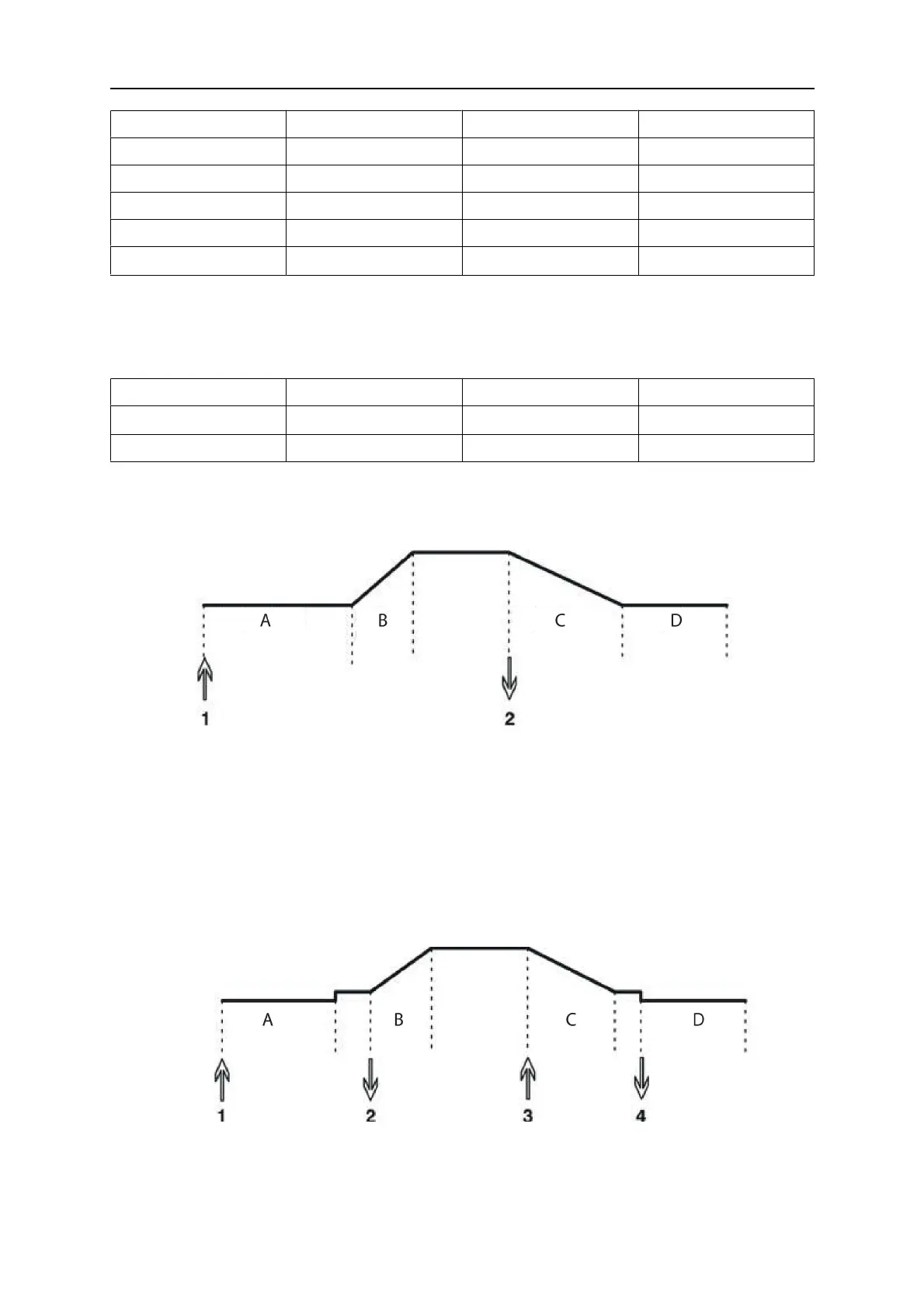
2-Stroke
2-stroke operation of the welding torch switch button.
A = Gas pre-flow B = Slope up C = Slope down D = Gas post-flow
In the 2-stroke control mode, pressing the welding torch switch button starts gas pre-flow (if
used) and strikes the arc (1). The current rises to the set value (as controlled by the slope up
function, if in operation). Releasing the switch button (2) reduces the current (or starts slope
down if in operation) and extinguishes the arc. Gas post-flow follows if it is in operation.
- Activation of 2-stroke performed in the MAIN MENU.
4-Stroke
4-stroke operation of the welding torch switch button.
A = Gas pre-flow B = Slope up C = Slope down D = Gas post-flow
4-stroke operation of the welding torch switch button.