Design and function
MMA welding
099-005221-EW501
16.04.2014
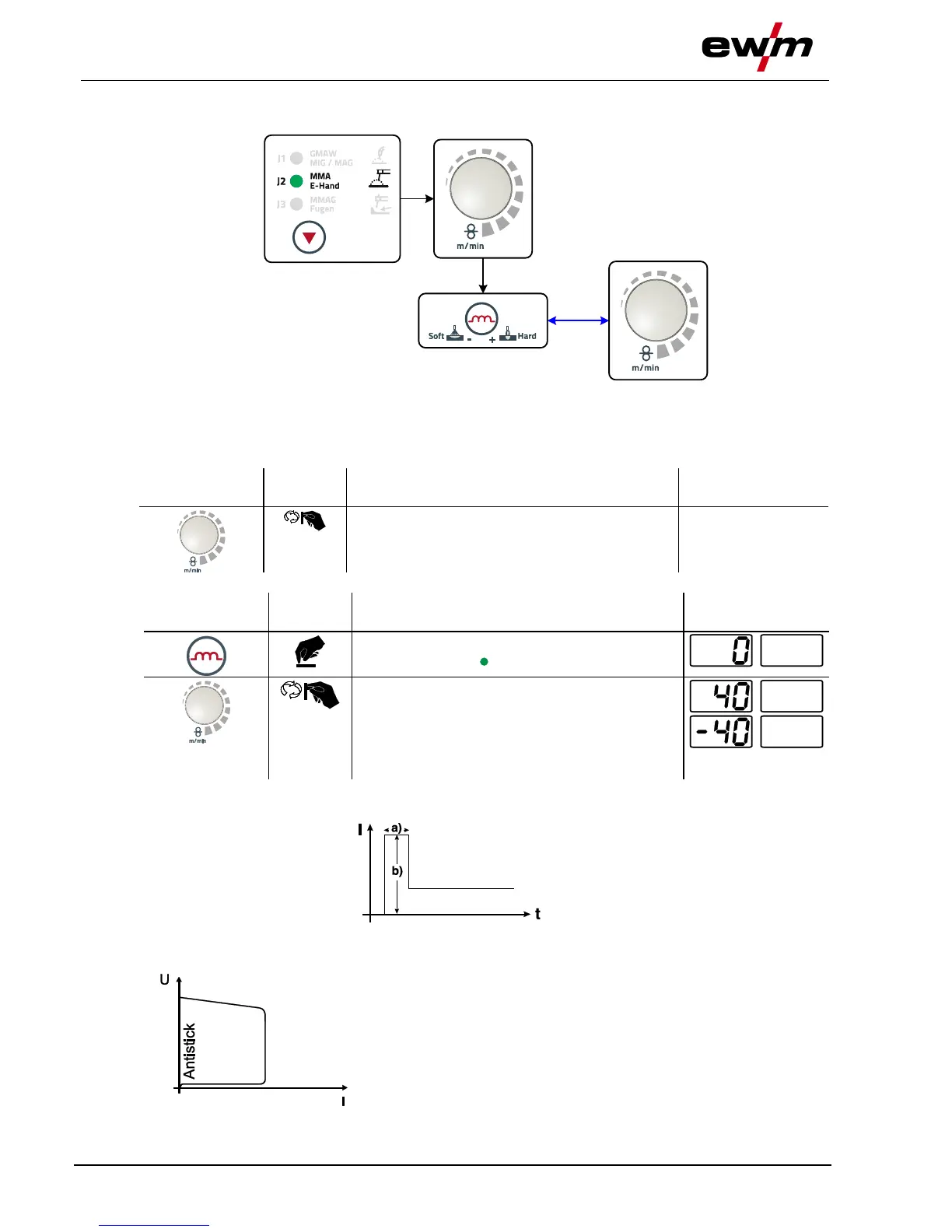
5.12.2 Welding task selection
Figure 5-18
5.12.2.1 Welding current setting
The welding current is normally set using the "Wire speed" rotary dial.
Select arcforcing welding parameter
LED for the button is on.
Arcforcing setting for electrode types:
(Setting range -40 to 40)
5.12.2.3 Hotstart
The hotstart device improves the ignition of the stick electrodes using an increased ignition current.
a) = Hotstart time
b) = Hotstart current
I = Welding current
t = Time
Figure 5-19
5.12.2.4 Antistick
Anti-stick prevents the electrode from annealing.
If the electrode sticks in spite of the Arcforce device, the machine
automatically switches over to the minimum current within about 1
second to prevent the electrode from overheating. Check the welding
current setting and correct according to the welding task!