15
ESPAÑOL FRANÇAIS
DEUTSCH
ENGLISH
ITALIANO
Tempo finale: Permette di impostare il tempo per
cui è applicata la corrente stabilita dal parametro
Corrente finale.
In modalità 4t/4bi tale tempo è ininfluente e la corrente
finale viene mantenuta fintanto che il pulsante torcia
viene mantenuto premuto.
Post gas: Permette di impostare il tempo di
erogazione del gas dopo la fine dell'erogazione della
corrente di saldatura
Pulsazione: Permette di attivare (Hz/kHz) o disattivare
(OFF) la modalità di saldatura pulsata; con la modalità
di saldatura pulsata attiva la macchina eroga per un
certo periodo di tempo la corrente di saldatura e per un
altro periodo di tempo la corrente definita dal para-
metro Corrente di base. Il numero di impulsi di corrente
per unità di tempo (s se Hz, ms se kHz) è dato dal val-
ore del parametro Frequenza.
La pulsazione è attuata solo durante la fase di sal-
datura e non nelle fasi di corrente iniziale/finale o
durante le rampe.
Corrente di base: Permette di impostare la corrente di
base attuata durante la generazione della pulsazione
in percentuale della corrente di saldatura l
1.
Frequenza: Permette di impostare il numero di impul-
si di corrente per unità di tempo quando la modalità di
saldatura pulsata è attiva.
Bilanciamento: Rappresenta la percentuale di tempo
per cui è applicata la corrente di saldatura quando la
modalità di saldatura pulsata è attiva.
Pompa acqua: Permette di accendere (ON) o speg-
nere (OFF) la centralina dell'acqua, se presente.
Controllo remoto: Permette di accendere (ON) o
spegnere (OFF) il controllo remoto dell’intensità di cor-
rente erogata.
Corrente minima:Permette di impostare la corrente
minima di uscita quando il controllo remoto è al minimo
di regolazione.
Puntatura: Permette di impostare (se diverso da 0) la
durata massima della saldatura.
Pausa: Permette di impostare (se diverso da 0) la
durata della pausa tra due successive puntature.
Corrente innesco DC: Permette di stabilire l’ampiezza
dell’impulso iniziale di corrente che la macchina eroga
durante la fase di innesco dell’arco elettrico, in % della
corrente di saldatura l
1
(es. 130% implica I
trigger
=1,30I
1
).
Durata: Permette di stabilire la durata, espressa in mil-
lisecondi, dell’impulso iniziale di corrente che la macchi-
na eroga durante la fase di innesco dell’arco elettrico.
8. COLLEGAMENTO PER SALDATURA TIG
1) Collegare il cavo di massa all’apposito connettore
+ posto sul frontale (14 di fig 1). L’inserimento deve
avvenire allineando la chiavetta con la scanalatura e
stringendo fino all’arresto tramite una rotazione in
senso orario. Non stringere troppo!
2) Collegare la torcia all’apposito connettore “-”
posto sul frontale (12 di fig 1).
3) L’inserimento deve avvenire allineando la
chiavetta con la scanalatura e stringendo fino
all’arresto tramite una rotazione in senso orario.
Non stringere troppo!
4) Collegare il connettore dei segnali del pulsante
torcia all’apposita presa.
SALDATURA TIG:
Prima di effettuare il collegamento della bombola
occorre verificare che la bombola contenga gas
inerte. Non utilizzare altri gas.
Connettere alla bombola il riduttore di pressione,
dopo di che collegare a quest’ultimo il tubo del gas
della torcia.
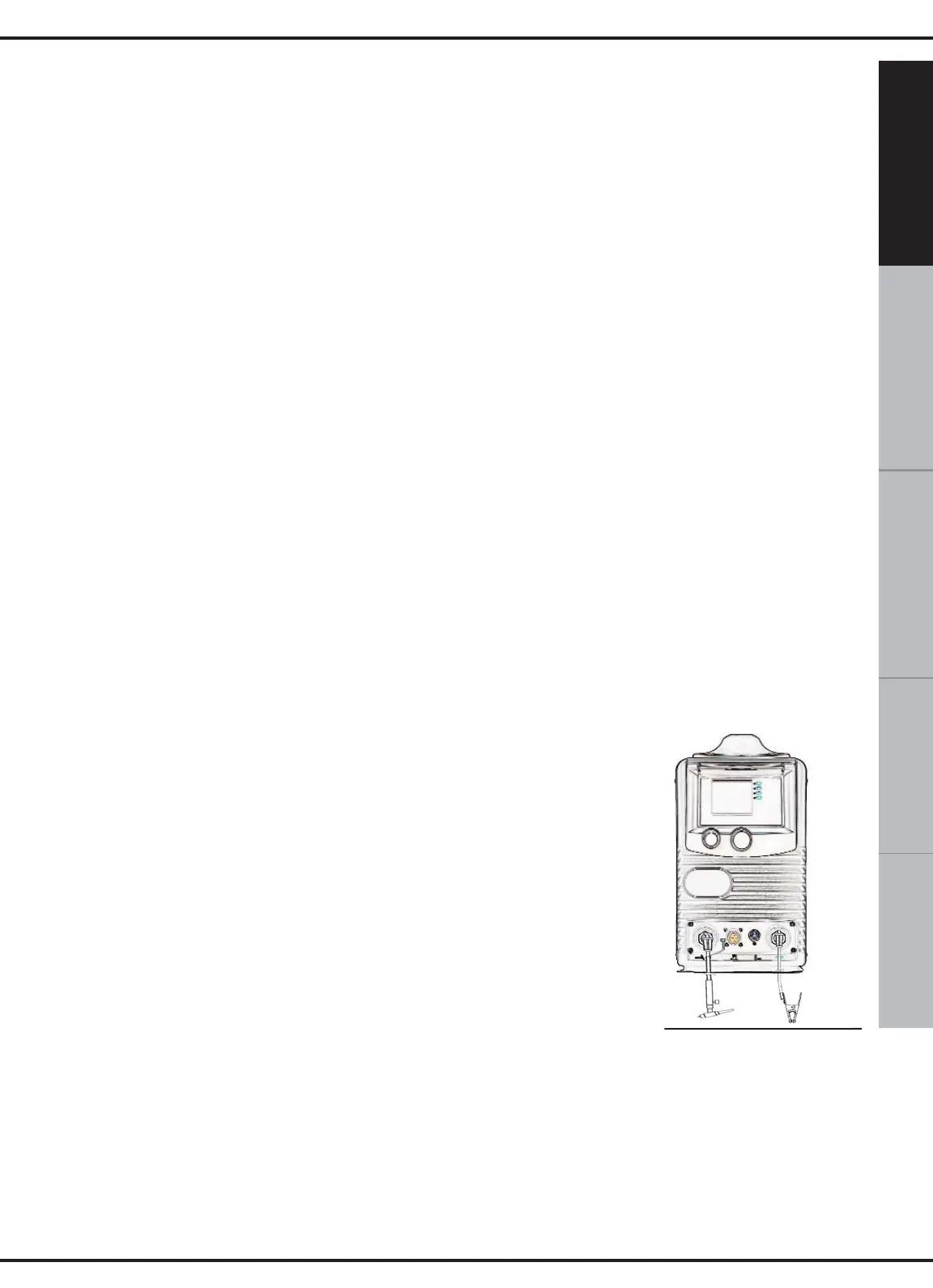
Le saldature TIG ven-
gono generalmente ese-
guite in c.c. con polo
negativo (“-” vedi fig.6).
Il cavo della torcia TIG
andrà quindi inserito
nella presa negativa (12
di fig.1), mentre il cavo
di massa del pezzo da
saldare andrà collega-
to alla presa positiva
(14 di fig.1).
A questo punto si potrà regolare la corrente di sal-
datura tramite il potenziometro (9 di fig.1) posto sul
pannello frontale.
Il diametro dell’elettrodo e il valore della corrente di
saldatura dovranno essere scelti in funzione delle
caratteristiche del materiale da saldare.
Fig.6