NL
45
Gebruikershandleiding
E1 - E2 - E3 GYS AUTO
Vertaling van de originele handleiding
LASMODULE MIG/MAG (GMAW/FCAW)
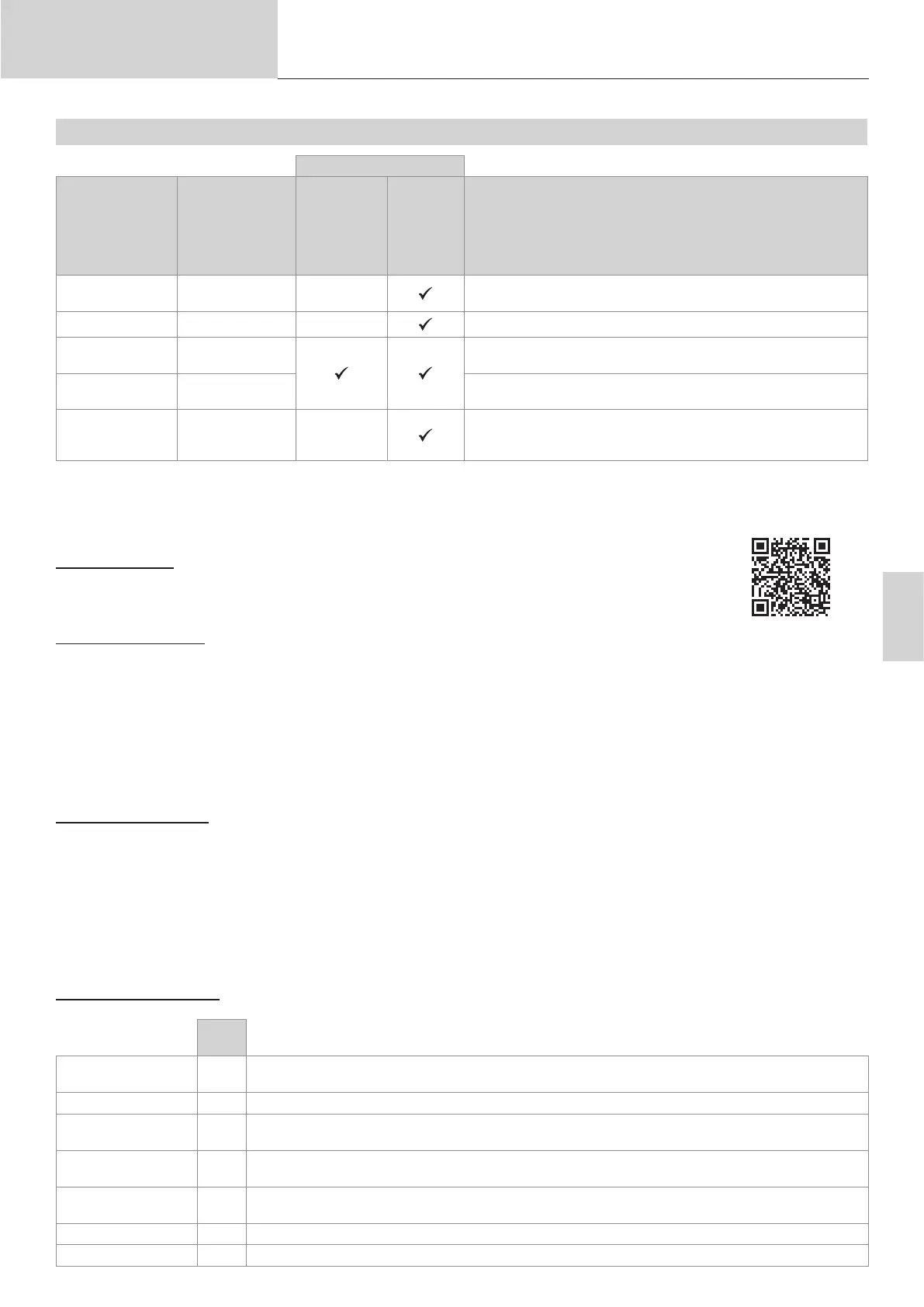
Lasprocedures
Instellingen Instellingen
Handmatig
Synergetisch
Koppel
materiaal/gas
- Fe Ar 25% CO2
- ...
-
Keuze van het te lassen materiaal.
Synergetische lasinstellingen
Draad diameter Ø 0.6 > Ø 1.2 mm - Keuze draaddiameter
Gebruik van de
trekker
2T, 4T Keuze besturing van de trekker.
Punt module Spot, Spot Delay Keuze module punten
1ste Instelling
Dikte
Stroom
Snelheid
-
Keuze van de weer te geven hoofdinstelling (Dikte van het te lassen
plaatwerk, gemiddelde lasstroom of draadsnelheid).
De toegang tot sommige las-instellingen hangt af van de gekozen schermweergave : Instellingen/Weergave : Easy of Expert. Raadpleeg de
HMI-handleiding
LASPROCEDURES
Voor meer informatie betreende de GYS synergieën en de lasprocedures kunt u de QR-code scannen :
3 LASMODULES (EASY)
• Lassen (continu)
• Puntlassen
Met deze lasmodule kunnen de te lassen onderdelen voor het lassen geassembleerd worden. Het punten gebeurt handmatig, met behulp van de
trekker.
• Rups Lassen
Met deze lasmodule kunt u zeer jn plaatwerk lassen, en het risico van doorboren of vervormen van het plaatwerk beperken. Het Rups Lassen ge-
beurt handmatig, met behulp van de trkker.
PUNTLASSEN (EXPERT)
• Spot
Met deze lasmodule kunnen de te lassen onderdelen voor het lassen geassembleerd worden. Het punten kan handmatig, per trekker, of getem-
poriseerd gebeuren, in een van te voren gedenieerd ritme. Deze «punt-duur» zorgt voor een betere reproduceerbaarheid, en het realiseren van
niet-geoxideerde punten.
• Spot Delay
Deze punt-module lijkt op de SPOT, maar wisselt punten af met vooraf gedenieerde pauzes zolang de trekker ingedrukt wordt gehouden. Dankzij
deze functie kunnen zeer dunne staal- of aluminiumplaten gelast worden. Het risico van het doorboren en vervormen van de platen (vooral van de
aluminium platen) wordt zo sterk beperkt.
DEFINITIE INSTELLINGEN
Een-
heid
Burnback -
Functie die het risico op het plakken van de draad aan het eind van de lasnaad voorkomt. De duur komt ove-
reen met het terugtrekken van de draad uit het smeltbad.
Crater Filler - Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
Reactietijd s
De duur tussen het einde van een punt (buiten Post gas) en het hervatten van een nieuw punt (inclusief Pre-
Gas).
Dikte mm
Dankzij de synergie is een volledig automatische instelling mogelijk. De ingegeven dikte bepaalt automatisch
de spanning en de aangepaste draadsnelheid.
Hot Start -
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat de draad aan het
werkstuk blijft plakken.
Stroomsterkte A De lasstroom wordt geregeld op basis van het type draad dat wordt gebruikt en het te lassen materiaal.
I Start - Regelen van de stroom tijdens de ontsteking.