Programming
29
Note also that the main program has a block-deleted M99 command in the second-to-last
line. This lets you turn on block delete if you want the program to run only (1) time.
%
O00023 (PART PROGRAM)
G105 P24 (CALL CUTOFF SUB PROGRAM THEN BAR FEED)
T303 (FACE & TURN)
G50 S1500
G96 S500 M03
G00 G54 X2.1 Z0 M08
G01 X-0.05 F0.005
G00 X1.95 Z.05
G01 Z-1.0 F0.01
X2.1
G53 G00 X0
G53 Z0
/M99
M30
%
%
O00024 (CUT-OFF SUB PROGRAM)
T404
G50 S1500
G96 S500 M03
G00 X2.1 Z0.1 M08
Z-1.125 (1" PART LENGTH PLUS THE TOOL WIDTH)
G01 X-0.05 F0.005
G00 X2.1
G53 X0
G53 Z0
M99
%
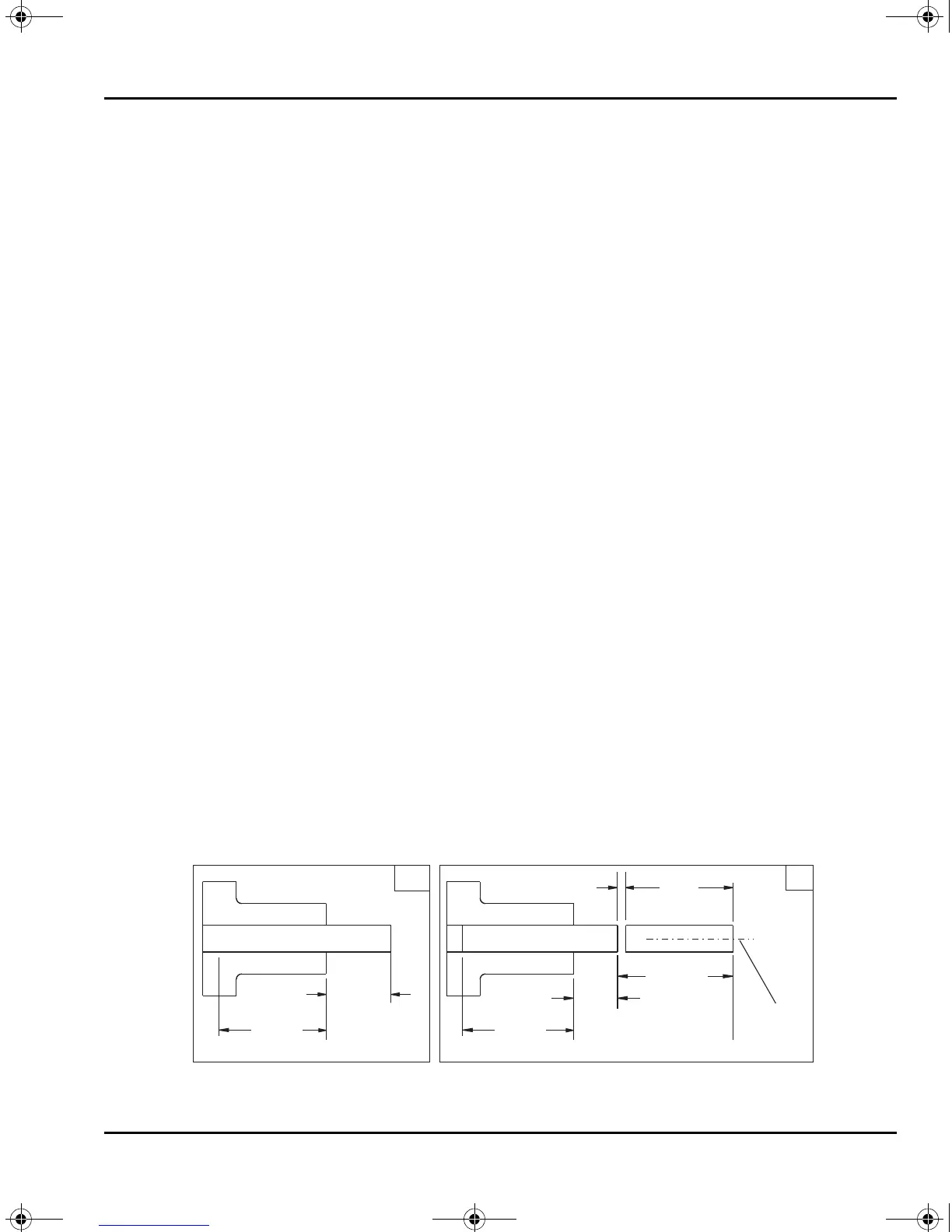
F5.1: Program Example 1. Dimensions are not to scale. [1] Shows the Bar After the Initial Push
at MDI Setup, [2] Shows the Bar During Subsequent Feeds, [A] Reference Point,
Variables as Defined Above.
#3100
#3102
A
0.875"
0.125" 1.0"
X0, Z0
#3102
A
#3101
12
96-8913A.book Page 29 Monday, May 18, 2015 7:55 AM
 Loading...
Loading...