2.14
Feed Rate for Blade Pitches Other than Optimum Pitch
If the saw is tted with a blade coarser than optimum (e.g. 1.4/2.5 TPI) we can still use the graph, but we go to the 1.4/2.5
curve. As a result we nd that the FEED RATE is decreased to 1.3 in/min (133mm/min) for this blade. If however, the
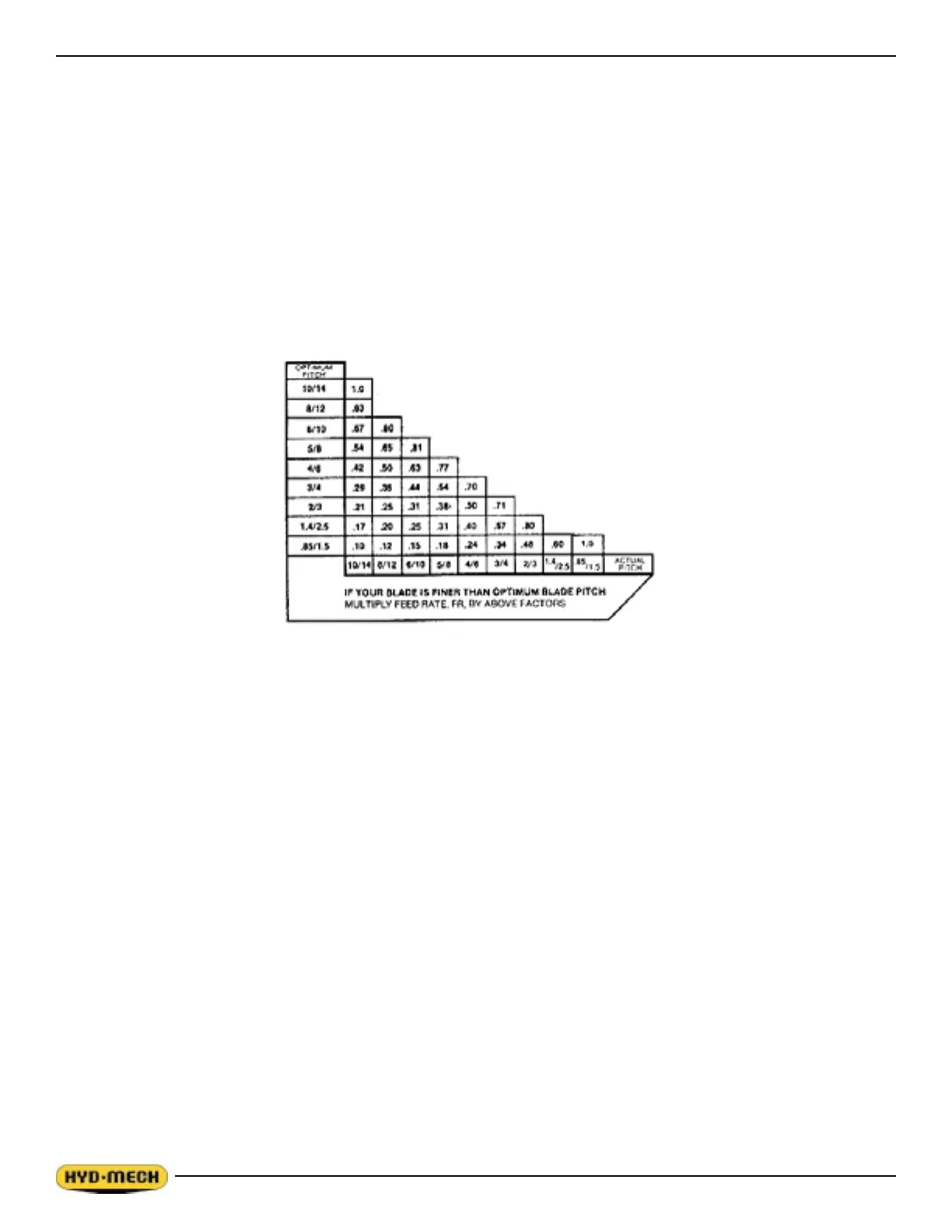
machine is tted with a ner than optimum blade (e.g. ¾ TPI) we use the graph for the optimum blade as before, and then
use a multiplier given by the table below.
Once the Feed Rate has been set to an optimum value, it is a good idea to make a test cut, and raise or lower Feed Force
setting as needed so that;
1. Feed rate in wide sections does not drop too low:
• 1/3 of maximum Feed Rate in wide sections of structurals.
• ¾ of maximum Feed Rate in solid rounds
• Full maximum Feed Rate in solid square & rectangles
2. Feed Force is not excessive – as indicated by excessive vibration, dished or washboard cut surface.
ADDITIONAL CUTTING SETUP EXAMPLES
EXAMPLE #2
Material - Round Steel Tube SAE 4320 hardened to 35 RC (325 Bhn)
Dimensions - 6” O.D. x 4” I.D. (150 mm O.D. x 100mm I.D.)
1. Effective Material Width 4 ½ “ (.75 x 6) or 114mm (19 x 6).
2. Feed Force limit setting for 6” diameter material - refer to feed force limit setting in Step 2.
3. Optimum blade pitch (TPI): ¾ TPI. Actual blade pitch on the saw: 4/6 TPI.
4. Optimum blade speed for 4 1/2 “ effective 225 ft/min (70m/min) material width. Blade speed reduced by hardness
factor: 225 ft/min x .60 = 135 ft/min or 70m/min x .60 = 42m/min.
5. Feed Rate for ¾ TPI blade is 1.8 in/min (45mm/min). Feed Rate for 4/6 TPI blade is 1.8 in/min x .70 = 1.3in/min
(reduced by ner than optimum blade pitch factor) or 45mm/min x .70 = 31.5mm/min.
EXAMPLE #3
Material - Bundle - Low carbon steel 2” x 2” tube with ¼” wall, 12 piece bundle (50 mm x 50mm with 6mm wall)
Dimensions - 6” x 8” (150mm x 200mm)
1. Effective material width: 5” (.6 x 8”) or 120mm (.6 x 200).
2. Feed force limit setting for 8” diameter material. Refer to Feed Force Limit setting in Step 2.
3. Optimum blade pitch (TPI): ¾ TPI.
4. Optimum blade speed for 5” effective material width: 320 ft./min. (100m/min).
5. Feed Rate for ¾ TPI blade: 4.0 in/min or 100mm/min.
 Loading...
Loading...