3.5
BLADE GUIDE ADJUSTMENT
This machine is equipped with hydraulic carbide blade guides. There is no adjustment for this as the guides are controlled
by the blade tension pressure.
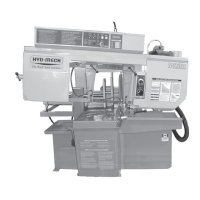
BLADE BRUSH ADJUSTMENT
The blade brush is properly set when the machine leaves the
factory with the blade brush adjusted for maximum life of the
brush. This setting places the ends of the blade brush wires so
as to contact the blade at the bottom of the blade gullets. The
plastic wheel that is driven by the drive wheel face should be held
against it with the minimum force that is necessary. As the blade
brush wears it is necessary to periodically adjust it closer to the
blade or if a new brush is installed, further away from the blade.
As shown, there are two springs on socket head screws holding
the brush assembly against the blade. There is also an adjusting
socket set screw with a hex nut on it. Loosen the hex nut with
a 9/16” wrench and turn the set screw counter clockwise with
a 3/16” allen key. This will move the brush closer to the blade.
Adjust the set screw so that the brush cleans to the bottom of the
blade gullets and tighten the hex nut.
If the brush gets worn to approximately 70% of its original 3”
diameter it should be replaced. A brush may be purchased from
you HYD-MECH dealer.
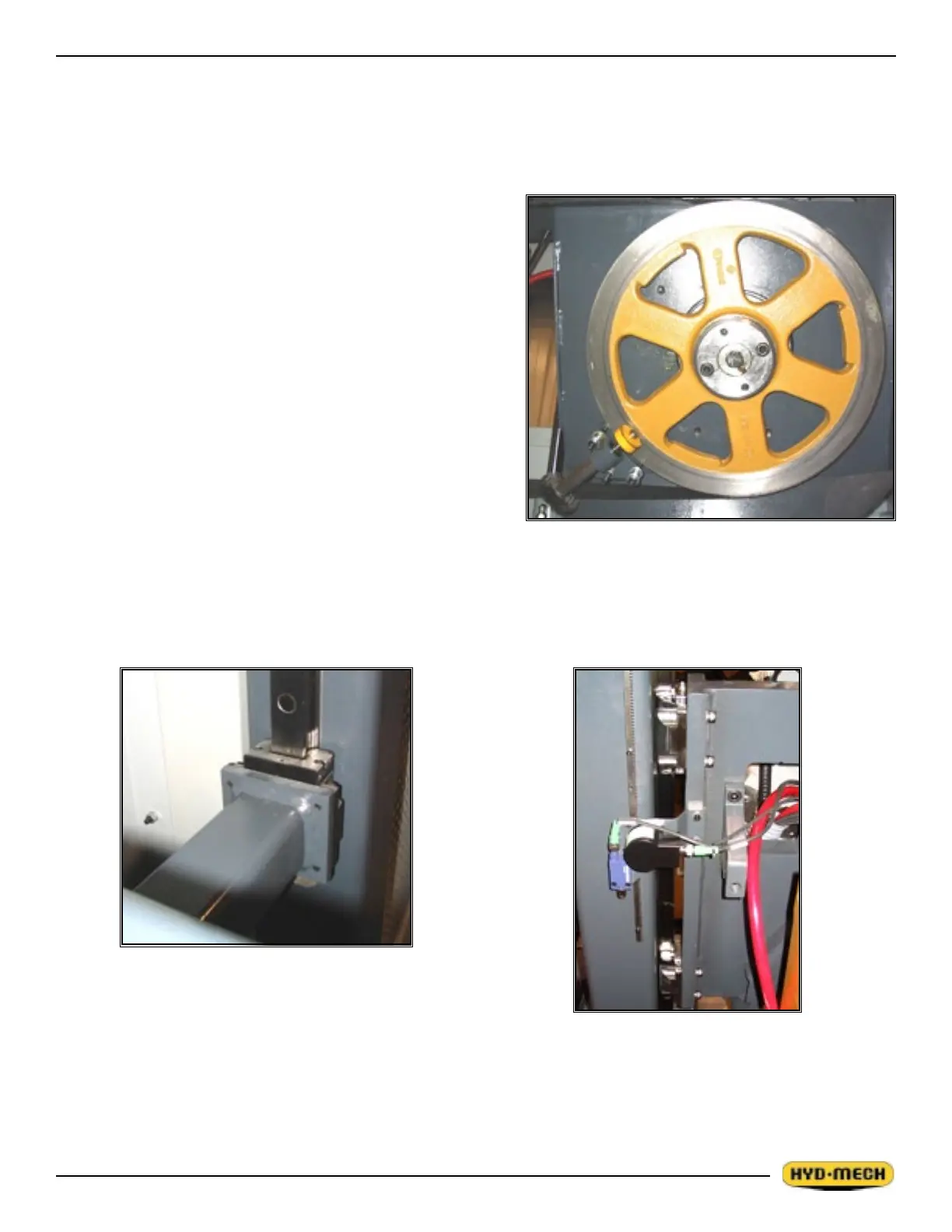
LUBRICATION
The H14A was designed to minimize the maintenance requirements. We recommend that this periodic lubrication be done
once a month using any general purpose grease. In addition to the grease points shown, vise jaw guides, in-feed rollers,
and bundling assemblies require greasing.
Auxiliary Post Linear Bearing
Main Post Linear Bearing (x2)
 Loading...
Loading...