APPENDIX A: ARGON-HYDROGEN CUTTING AND GOUGING
HySpeed HT2000LHF Instruction Manual a-9
6
Shield Arc Approx.
Material
Plasma Gas Flow Rate %
Gas (N
2
) Torch-to-work Initial Torch Voltage Motion
Thickness Preflow Cutflow Pressure Distance Piercing Height Setting Travel Speed Delay Time
(inches) (mm) (H35 %) (H35 %) (psi) (inches) (mm) (inches) (mm) (volts) (ipm) (mm/min.) (sec)
1/4 6 25 25 60 3/16 5 3/8 10 135 62 1600 1.0
3/8 10 (89.9 (89.9 (275 3/16 5 3/8 10 140 52 1300 1.0
1/2 12 SCFH) SCFH) SCFH) 3/16 5 3/8 10 140 42 1100 2.0
5/8 15 S 1/4 6 1/2 12 145 37 940 2.0
3/4 20 1/4 6 1/2 12 150 32 810 2.5
7/8 22 5/16 8 5/8 16 155 27 690 2.5
1 25 5/16 8 155 22 560
1-1/4 32 ` 5/16 8 165 16 400
1-1/2 38 5/16 8 170 11 280
1-3/4 44 5/16 8 180 8 200
2 50 5/16 8 185 6 150
Stainless Steel
200 amps • H35 Plasma / N
2
Shield
Argon-Hydrogen Manifold (073109) Required*
This gas combination (Hypertherm recommends a mixture of 35% hydrogen and 65% argon for the plasma gas)
gives maximum thickness cutting capability, minimum dross levels, minimum amount of surface contamination,
excellent weldability and excellent cut quality on thicknesses greater than 1/2". On thicknesses less than 1/2",
excessive dross levels may be experienced. Electrode life is extended when this combination is used.
1 inch = 25.4 mm; 1 scfh = 28.316 liter/hour; 1 psi = .0689 bar = 6.895 KPa
Notes: Set argon-hydrogen plasma gas inlet pressure to 120 psi (8.3 bar)
Set nitrogen shield gas inlet pressure to 90 psi (6.2 bar)
Drop cutting above 1-1/2" (38 mm) not recommended.
Production cutting above 7/8" (22 mm) not recommended
Above Water Only
WARNING
Do not use water muffler
when cutting with argon-hydrogen
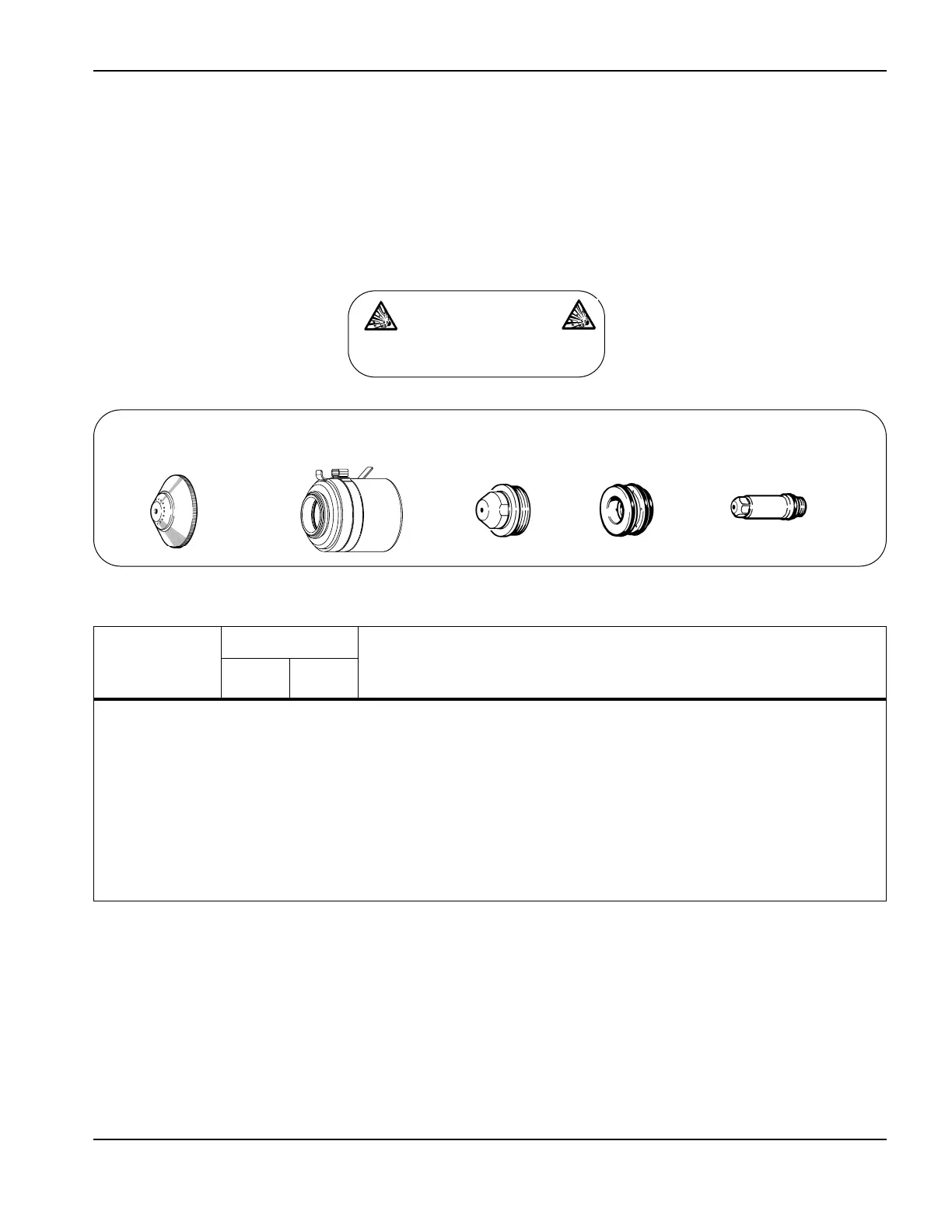
020602
Shield
120837
Retaining cap
020608
Nozzle
020607
Swirl ring
020415
Electrode
 Loading...
Loading...








