O
PERATION
4-13
Operator Manual
CUT CHART - 40A CONSUMABLES
Use 40-amp consumables on thin material to obtain a narrower kerf width and to minimize the heat-
affected zone. The following recommended settings are for mechanized cutting. Torch-to-work
distance is 1/16 inch (1.6 mm) for all cuts.
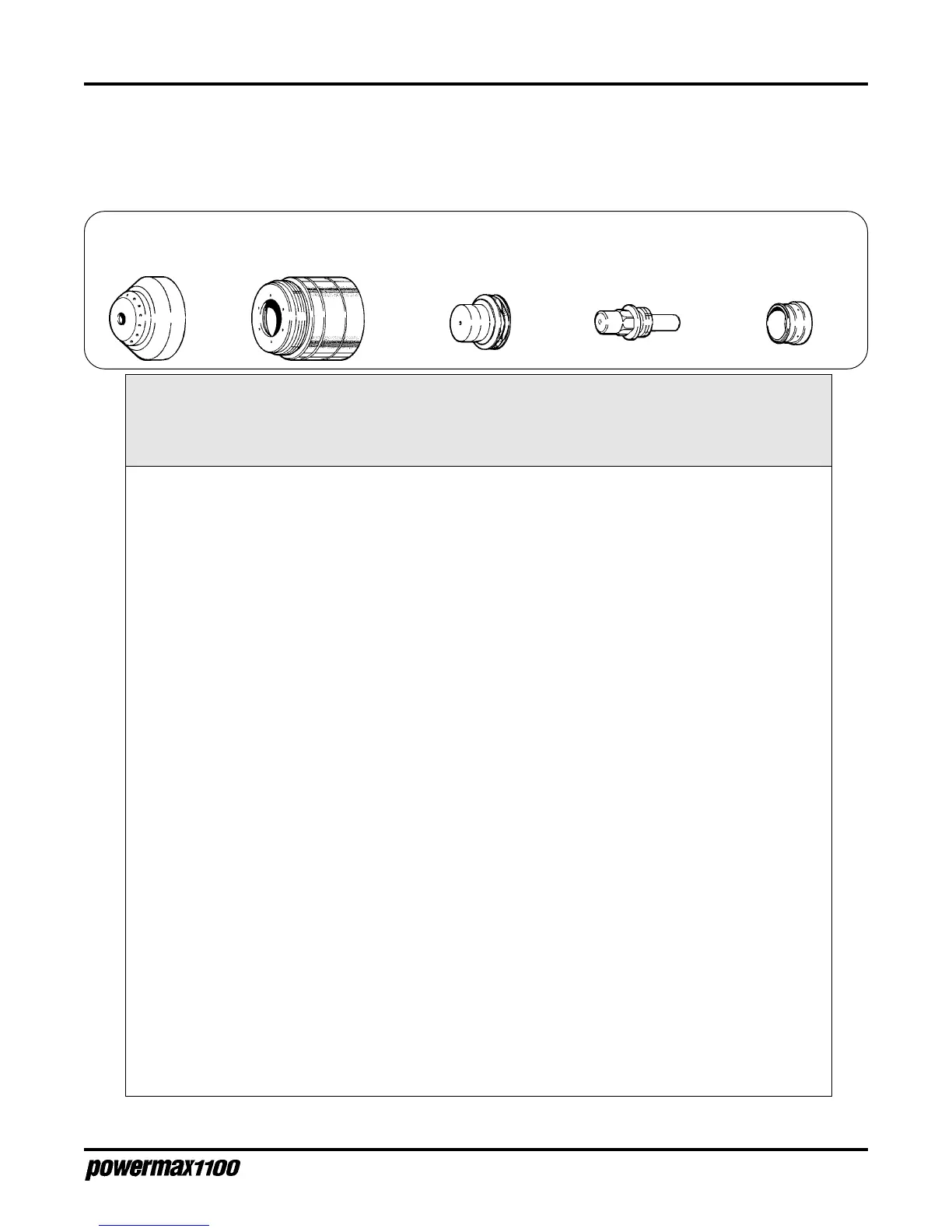
Shield
120516
Retaining Cap
120520 - 40A
Electrode
120473
Swirl Ring
120474
Recommended
Material Arc Arc Travel Pierce
Thickness Material Current Voltage Speed* Delay
(ga. or in.) (mm) (A) (V) (ipm) (mm/min ) (S)
26 ga. 0.5 Mild steel 30 116 510 12950 0
22 ga. 0.8 Mild steel 30 116 360 9140 0
20 ga. 0.9 Mild steel 30 116 240 6100 0
18 ga. 1.2 Mild steel 30 118 210 5330 0
16 ga. 1.5 Mild steel 30 118 120 2050 0
14 ga. 1.9 Mild steel 40 117 200 5080 0.25
10 ga. 3.4 Mild steel 40 121 100 2540 0.50
3/16" 4.8 Mild steel 40 116 70 1780 1.00
1/4" 6.4 Mild steel 40 119 42 1070 1.25
3/8" 9.5 Mild steel 40 126 19 480 n/a
1/2" 12.7 Mild steel 40 131 14 355 n/a
26 ga. 0.5 Stainless steel 30 116 520 13200 0
22 ga. 0.8 Stainless steel 30 116 260 6600 0
20 ga. 0.9 Stainless steel 30 117 170 4320 0
18 ga. 1.2 Stainless steel 40 116 310 7870 0
16 ga. 1.5 Stainless steel 40 117 200 5080 0
14 ga. 1.9 Stainless steel 40 115 170 4320 0.25
10 ga. 3.4 Stainless steel 40 118 70 1780 0.50
3/16" 4.8 Stainless steel 40 119 48 1220 1.00
1/4" 6.4 Stainless steel 40 120 35 890 1.50
3/8" 9.5 Stainless steel 40 125 16 410 n/a
1/2" 12.7 Stainless steel 40 126 11 280 n/a
1/32" 0.8 Aluminum 30 117 600 15240 0
1/16" 1.6 Aluminum 30 117 240 6100 0
3/32" 2.4 Aluminum 40 117 250 6350 0.25
1/8" 3.2 Aluminum 40 117 170 4320 0.50
1/4" 6.4 Aluminum 40 122 53 1350 1.50
3/8" 9.5 Aluminum 40 132 28 710 n/a
Nozzle
120515 - 40A
* Recommended travel speeds are 10–20% slower than maximum. These slower speeds will produce optimum
cut quality.