8 7 6 5 4 3 2
H
G
F
E
D
C
B
A
8 7 6 5 4 3 2 1
H
G
F
E
D
C
B
A
A
A
2
0.2
.079
.007[ ]
3.52 0.2
.139
.007[ ]
94.62
3.725[ ]
SQ 53.5 0.2
2.106
.007[ ]
94.62
3.725[ ]
4X 10 0.2
.394
.007[ ]
39.6
1.559[ ]
736.44
0.2
1.435
.007[ ]
B
C85609 1 B
DWG. NO SHT. REV
DEPARTMENT
R
CORP.
2200 MISSION COLLEGE BLVD.
P.O. BOX 58119
SANTA CLARA, CA 95052-8119
TMD
TITLE
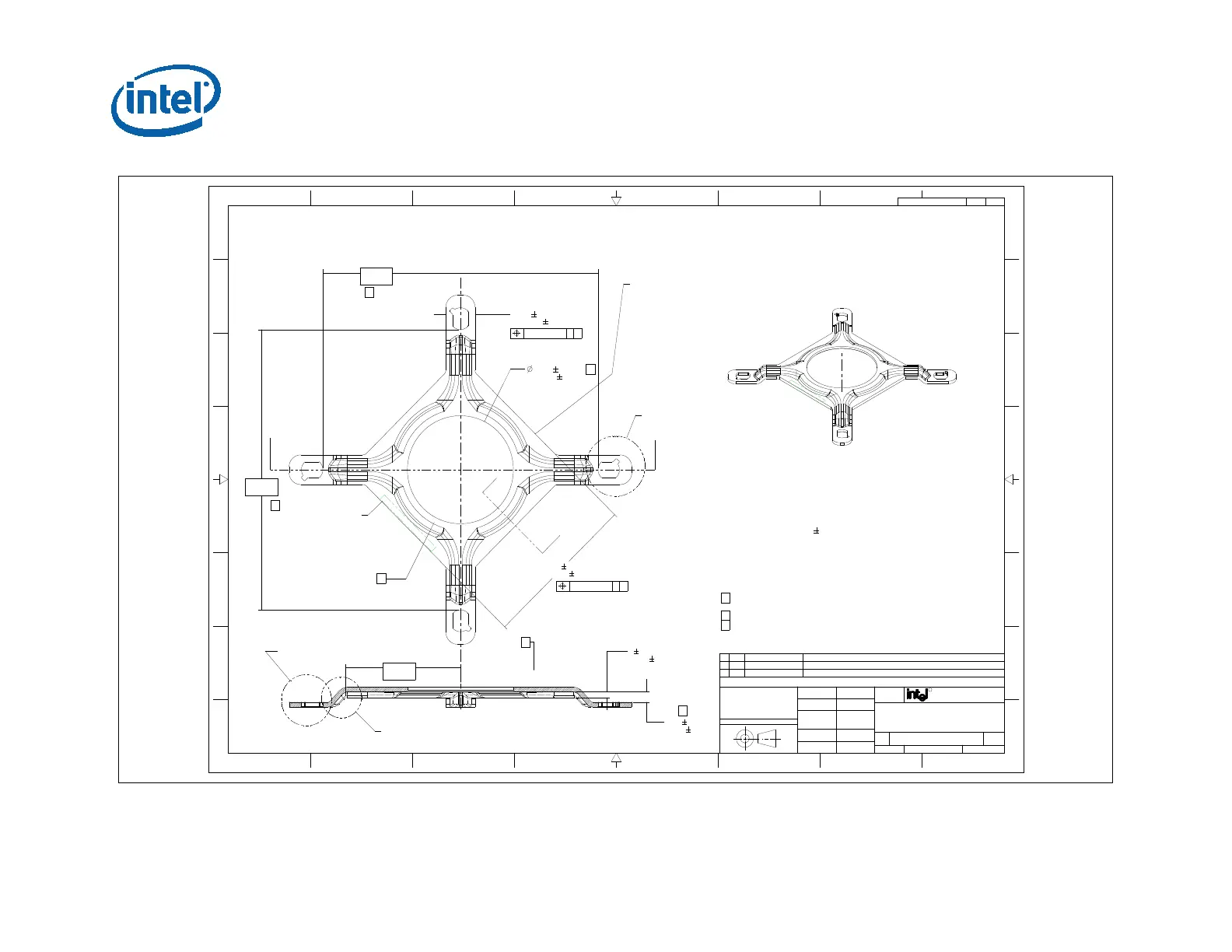
RCFH4 HS CLIP, 35mm core
SIZE DRAWING NUMBER REV
A1 C85609 B
SCALE: NONE
DO NOT SCALE DRAWING
SHEET
1
OF
2
UNLESS OTHERWISE SPECIFIED
INTERPRET DIMENSIONS AND TOLERANCES
IN ACCORDANCE WITH ASME Y14.5M-1994
DIMENSIONS ARE IN MILLIMETERS
ALL UNTOLERANCED LINEAR
DIMENSIONS ± 0.1
ANGLES ± 0.5
THIRD ANGLE PROJECTION
PARTS LIST
DESCRIPTIONPART NUMBER
ITEM NO
QTY
CLIP, STEEL, STAMPEDC85609-001TOP
0.5 [.019] A B
7
7
0.5 [.019] A B
NOTES:
1. THIS DRAWING TO BE USED IN CONJUNTION WITH SUPPLIED 3D
DATABASE FILE. ALL DIMENSIONS AND TOLERANCES ON THIS
DRAWING TAKE PRECEDENCE OVER SUPPLIED FILE AND ARE
APPLICABLE AT PART FREE, UNCONSTRAINED STATE UNLESS
INDICATED OTHERWISE.
2. MATERIAL:
A) TYPE: AISI 1065 COLD DRAWN STEEL OR EQUIVALENT
1.6MM THICKNESS
B) CRITICAL MECHANICAL MATERIAL PROPERTIES
FOR EQUIVALENT MATERIAL SELECTION:
ELASTIC MODULUS > 206.8 GPA [29,900 KSI]
MIN TENSILE YIELD STRENGTH (ASTM D638) > 490 MPa [71KSI]
C) MASS - 35.4 GRAMS (REF)
3. SECONDARY OPERATIONS:
A) FINISH: NICKEL PLATE REQUIRED AFTER FORMING
4. ALL DIMENSIONS AND TOLERANCES ARE SHOWN AFTER PLATING
5 PUNCH DIRECTION
6. BREAK ALL SHARP CORNERS AND BURRS
7 CRITICAL TO FUNCTION DIMENSION
8 COINING REQUIRED AS SPECIFIED
9. SECONDARY UNIT TOLERANCES SHOULD BE CALCULATED FROM PRIMARY
UNITS TO AVOID ROUND OFF ERROR.
5
7
REMOVE ALL BURRS OR SHARP EDGES AROUND PERIMETER OF PART.
SHARPNESS OF EDGES SUBJECT TO HANDLING ARE REQUIRED TO
MEET THE UL1439 TEST.
PERMANENTLY MARK PART
NUMBER AND REVISION LEVEL
APPROXIMATELY WHERE SHOWN
XXXXXX-XXX REV XX
SEE DETAIL A
SECTION A-A
SEE DETAIL C
SEE DETAIL B
SEE DETAIL A
SEE DETAIL C
SEE DETAIL B
D
D