26 – Promig 530 / 0612 © kemPPi oy
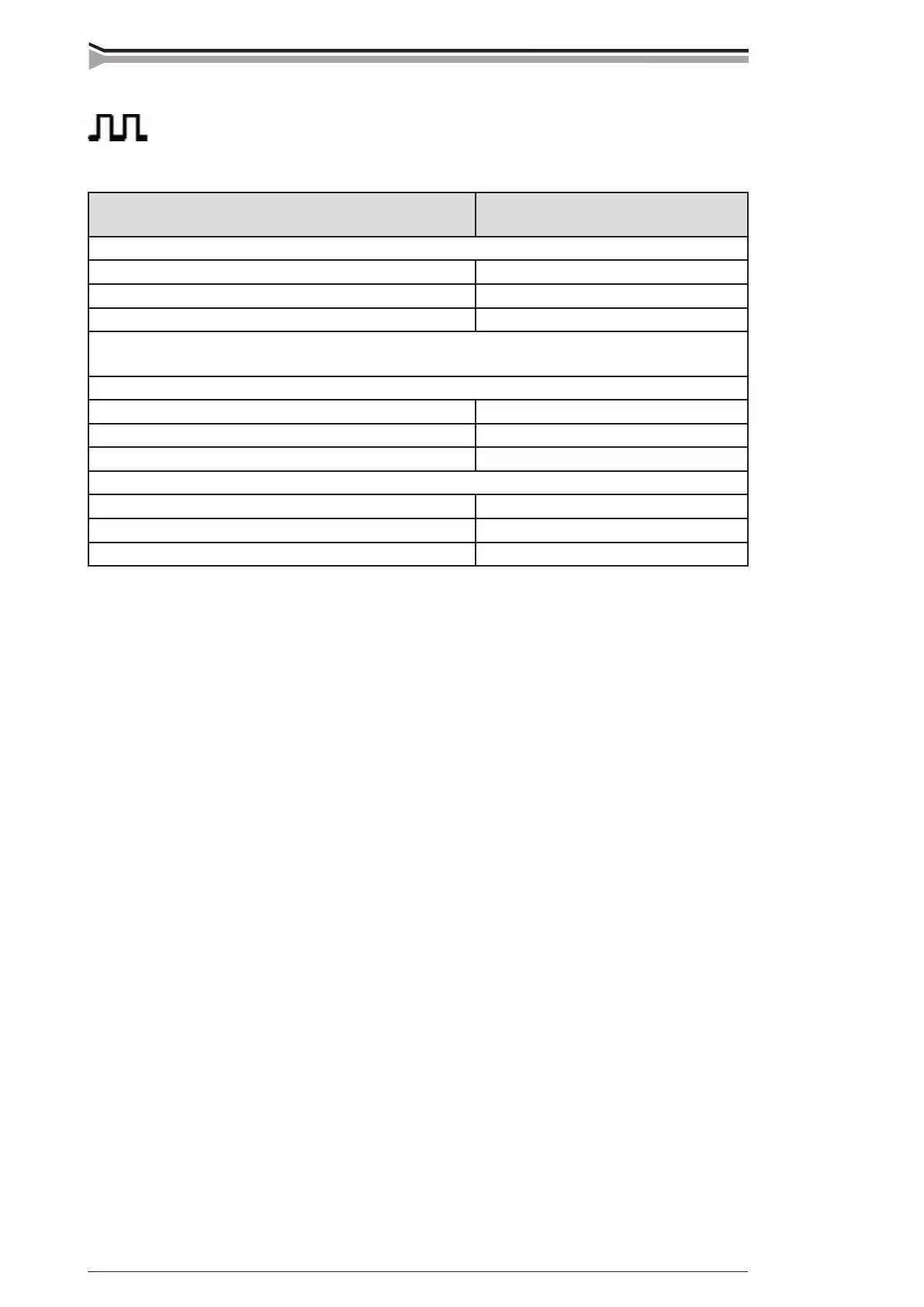
Filler wire Shielding gas
Pulsed MIG welding of steel
ø 1,0 mm, solid wire 75...82 % Ar + 25...18 % CO
²
ø 1,2 mm, solid wire 75...82 % Ar + 25...18 % CO
²
ø 1,2 mm, metal cored wire 75...82 % Ar + 25...18 % CO
²
Note!
CO
2
-per cent: with PRO 3000 power source max. 2 % with PRO 4000, max. 10 %
Pulsed MIG welding of stainless steel
ø 0,8 mm, 316, 308 97,5...98 % Ar + 2,5...2 % CO
²
/O
²
ø 1,0 mm, 316, 308 97,5...98 % Ar + 2,5...2 % CO
²
/O
²
ø 1,2 mm, 316, 308 97,5...98 % Ar + 2,5...2 % CO
²
/O
²
Pulsed MIG welding of aluminium
ø 1,0 mm, AlMg5, AlSi5 100 % Ar
ø 1,2 mm, AlMg5, AlSi5, Al99,5 100 % Ar
ø 1,6 mm, AlMg5, AlSi5, Al99,5 100 % Ar
Cable compensation is adjusted for each cable / MIG welding gun combination only once.
SYNERGIC PULSED MIG, pulsed MIG welding with parameters which are optimized
according to ller wire parameters. Nine SYNERGIC PULSED MIG programs for
different ller wires are stored:
In SYNERGIC PULSED MIG welding the welding values are adjusted with power potentiometer
(normally potentiometer for wire feed speed), arc length potentiometers (normally voltage
potentiometer) and welding dynamics potentiometer. Min. and max. power optimized for each
wire correspond to min. and max. setting of power adjustment potentiometer. Set values connected
with these min. and max. powers are shown in set value displays.
Compensating cable length
See the paragraph: ”SYNERGIC MIG welding”.

 Loading...
Loading...