Diameter: 1.75mm Flow: 100%
Nozzle aperture: 0.4mm.
Retraction speed: the speed of retraction when printing the model.
Retracted length: The length of the material withdrawn, generally 4.5 ~ 8mm.
Initial layer thickness: Print the thickness of the first layer, which is the default.
Initial layer line width: 100% will be thicker and denser, just default.
Bottom Cut: The length of the bottom cut of the model.
Two extrusion overlaps: 0.15mm. By default.
Idling speed: The moving speed of the nozzle when it does not squeeze consumables.
Bottom speed: The speed of printing the first layer. The slower speed is that the model is better
attached to the bottom surface.
Filling speed / top / bottom speed / shell speed / inner wall speed: The default is 0, which is the
same as the printing speed.
Minimum print time for each layer: The default is sufficient.
Turn on fan cooling: Turn on the nozzle cooling fan.
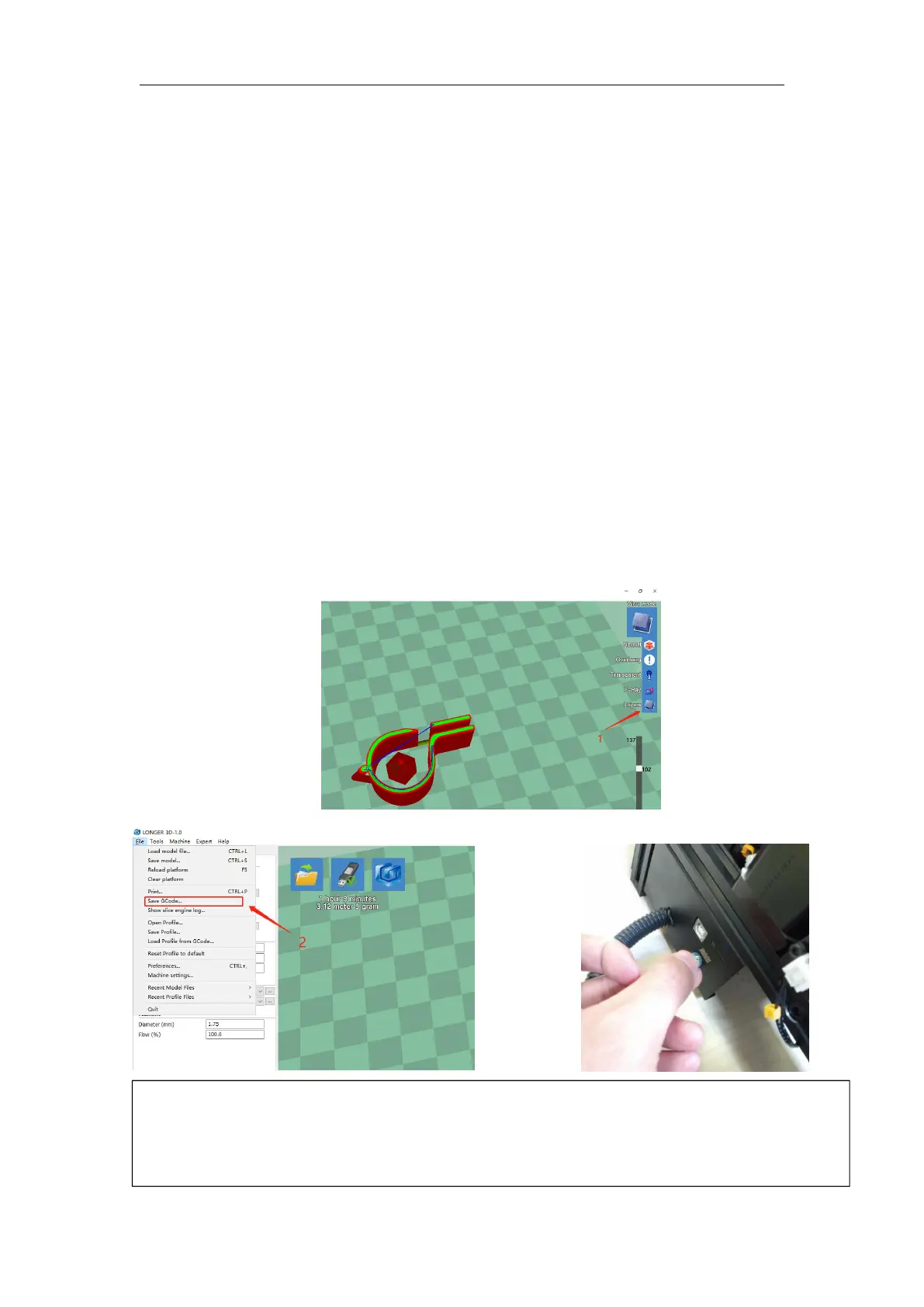
(5) Export gcode format for printing
After setting the parameters such as whether to add support according to different models, first
adjust the model preview mode into a layer preview format to see if there are broken surfaces and path
errors. After checking that it is correct, import the gcode file into the TF card, and then insert the printer
Card slot.
 Loading...
Loading...