Folio 1316-7
BOOM, JIB, TOWER, AND MAST
Welding Electrodes
The welding electrodes must be
high quality low hydrogen
type
. Use 3/32 in. (2.4 mm) diameter electrodes for all
welding positions; 1/8 in. (3.2 mm) diameter electrodes may
be used for horizontal welding only. Refer to Table 2 for
electrode and preheat specifications.
Electrodes must be purchased in air tight containers and
maintained in their “as manufactured” condition until use.
Once the container is opened, the electrodes must be stored
in an oven at 250 – 300°F (121 – 149°C).
Unheated electrodes will absorb moisture over a period of
time. Remove only the quantity of electrodes from the sealed
container or the oven that can be used in 30 minutes.
Electrodes that have been out of an oven for 4 to 8 hours
must be baked at 700°F (371°C) for 1 hour before use.
Do not use wet electrodes
; scrap them.
NOTE: When used for welding ASTM 514 (T-1) steel,
electrodes of any classification lower than E100X
must be dried for at least 1 hour before use,
regardless of the type of electrode container.
All welding shall be done with a 200 – 300 amp D.C. motor
generator or D.C. rectifier.
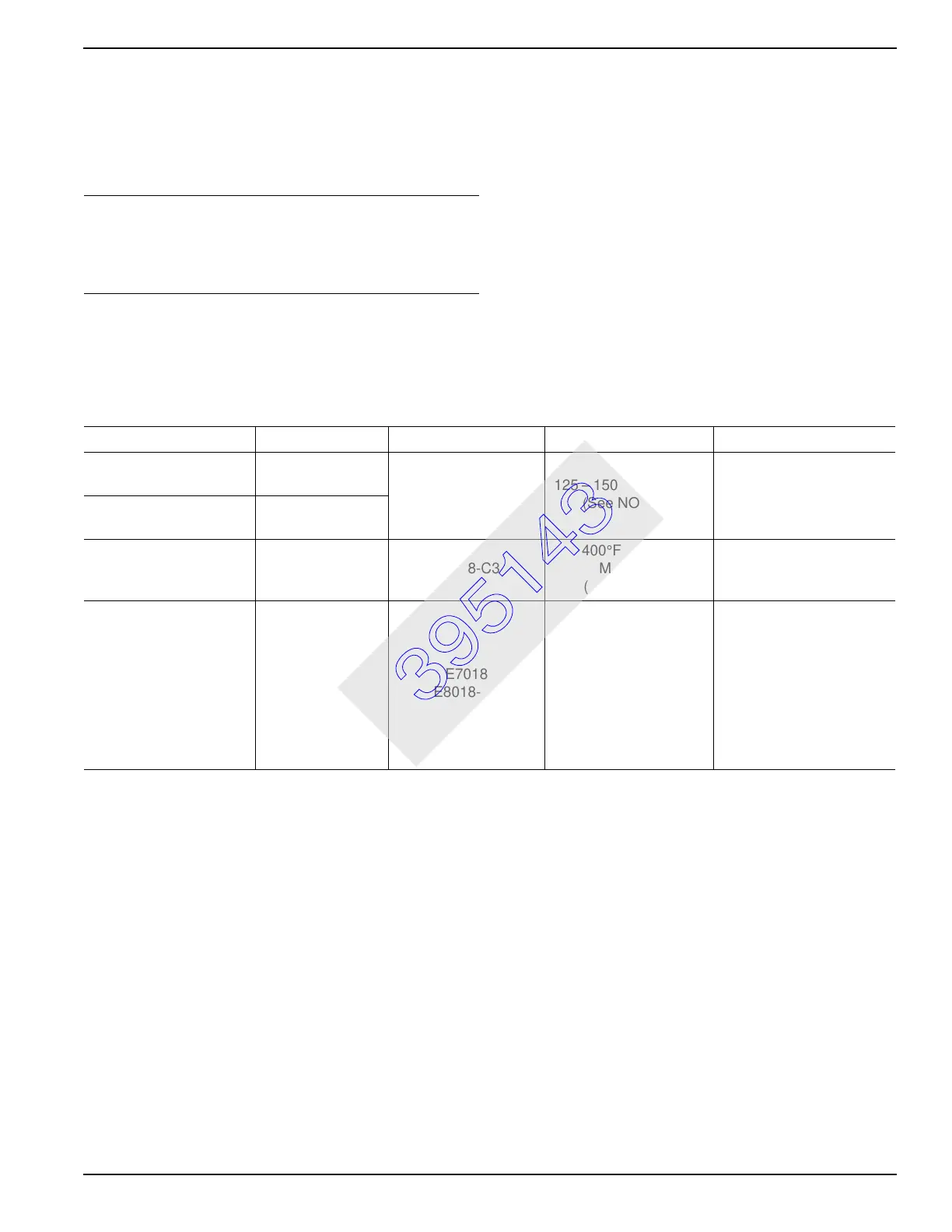
Table 2 Electrode and Temperature Specifications
NOTE 1
No substitutions for E9018-M are allowed
.
E9018-M welding rods must not be out of oven
for more than 1 hour before use.
Sealed packages of E9018-M can be purchased
from MCC by ordering Part No. 409758 for 1/8"
rods OR 409759 for 3/32" rods.
NOTE 2 Preheat chord and lacings uniformly to prevent
SPOT BURNING which causes excessive
overheating and may cause steel to lose its rated
mechanical strength.
NOTE 3 AISI 4130 or 8630 chord and/or lacing must be
preheated in the weld area for both tacking and
welding; apply preheat evenly. Use a temperature
crayon to check.
NOTE 4 In an interpass or multiple pass welding operation,
this is the temperature of the deposited weld metal
before the next pass is started. EXAMPLE: 450°F
(232°C) maximum means that if 450°F (232°C)
crayon melts slightly on contact, it is too hot for
welding. Let material cool until crayon shows white
when marked.
400°F (204°C) minimum means that 400°F
(204°C) crayon must melt on contact to be ready
for welding.
CAUTION
Structural Failure!
Do not use electrodes larger than 1/8 in. (3.2 mm)
diameter; larger electrodes may burn through lacing.
Lacing Material Trade Name AWS Electrode No. Preheat Interpass Temperature
A514
T-1 Stroloy
RQ100A
E9018-M
(See NOTE 1)
125 – 150° (52 – 66°C)
(See NOTE 2)
ERW 90
YS-T80
MAXI-FORM 80
AISI-4130 E8018-C3
400°F (204°C)
Minimum
(see NOTE 3)
450°F (232°C) Maximum
(see NOTE 4)
ASTM-A242
ASTM-A441
*ASTM-A572
GR 42 thru 50
ASTM-A440
AISI-1018
AISI-1020
ERW 60
(see NOTE 3)
COR-TEN
TRI-TEN
EX-TEN
—
MANTEN
—
—
MAXI-FORM 60
YS-T60
E7018
E8018-C3
125 – 150°F (52 –
66°C)
(see NOTE 2)
* MEC 850 replaces A572 for material up to 4" (101.6 mm) thick, but should be treated the same as A572.
395143