WIRE ROPE INSTALLATION AND MAINTENANCE
Folio 931-6
WIRE ROPE LUBRICATION
Wire rope is a complicated piece of machinery, and its
lubrication is just as important as it is for the gears and
chains in the drive train.
New wire rope is lubricated during manufacturing, but this
lubricant is only adequate for initial storage and the early
stages of operation. To prevent the damaging effects of
corrosion and to reduce wear, the wire rope must be
lubricated at regular intervals.
Contact your wire rope manufacturer/dealer for lubrication
recommendations. The lubrication interval and the type of
lubricant used depends on the type of wire rope, the severity
of duty, and the type of corrosive elements the wire ropes is
subjected to.
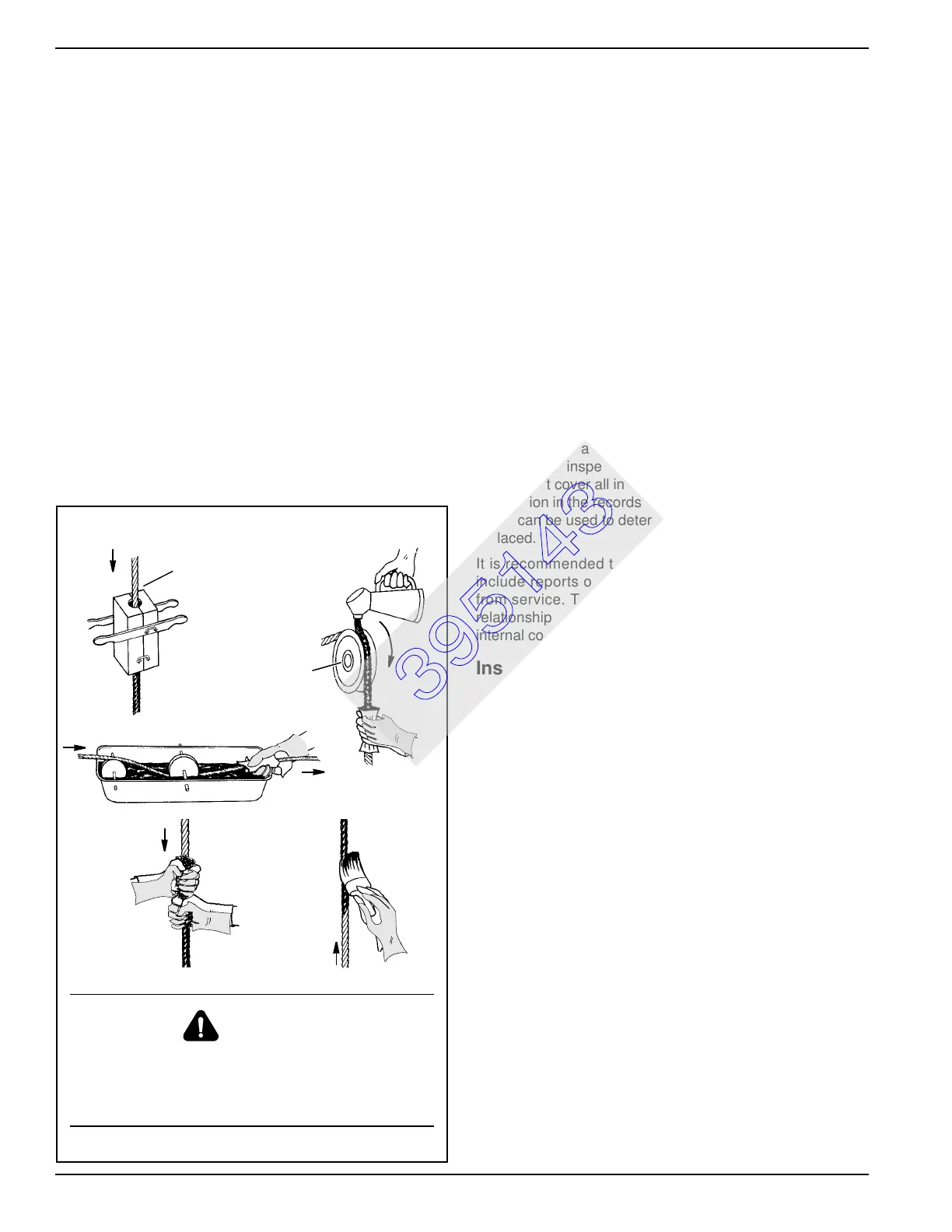
The wire rope must be properly protected at all times. The
lubricant must be fluid enough to fully penetrate the strands
and rope core. Use one of the methods shown in Figure 8 to
lubricate the wire rope. For maximum penetration, apply
lubricant where the wire rope “opens up” as it travels around
a sheave or winds onto a drum.
The wire rope must be clean and dry before applying
lubricant; an air jet, or wire brush are some cleaning
methods.
Do not use grease to lubricate wire rope. Grease will not
penetrate rope properly and will buildup in valleys
between wires and strands. This buildup will inhibit rope
inspection and could trap moisture in rope’s interior.
WIRE ROPE INSPECTION AND
REPLACEMENT
General
The inspection and replacement guidelines which follow
comply with United States regulations.
It is impossible to predict when a wire rope will fail; however,
frequent and periodic careful inspection by a qualified
inspector will indicate when the potential for failure exists.
Keeping Records
A signed and dated report of the wire rope’s condition at
each periodic inspection must be kept on file at all times. The
report must cover all inspection points listed in this folio. The
information in the records can then be used to establish data
which can be used to determine when a wire rope should be
replaced.
It is recommended that the wire rope inspection program
include reports on the examination of wire rope removed
from service. This information can be used to establish a
relationship between visual inspection and the rope’s actual
internal condition at the time of removal from service.
Inspecting Wire Rope
Frequent Inspection
Visually inspect all running ropes in service once each work
shift and observe the rope during operation. Pay particular
attention to areas of the rope where wear and other damage
is likely to occur:
• Pick-Up Points — sections of wire rope that are
repeatedly stressed during each lift, such as those
sections in contact with sheaves.
• End attachments — the point where a fitting is attached
to the wire rope or the point where the wire rope is
attached to the drum.
• Abuse points — the point where the wire rope is
subjected to abnormal scuffing and scraping.
Inspect all rope which can be reasonably expected to be in
use during operation for obvious damage which poses an
immediate hazard, such as the following:
1. Rope distortion such as kinking, crushing, unstranding,
bird caging, main strand displacement, and core
protrusion.
Loss of rope diameter and unevenness of the outer
strands indicate that the rope should be replaced.
2. Corrosion (clean and lubricate).
FIGURE 8
WARNING
Moving Rope Hazard!
Take every precaution to protect hands from injury
when rope is moving. Wear heavy gloves and move
rope as slowly as possible.
S139
Casing Filled with
Swab and Lubricant.
Pouring onto Slow
Moving Sheave.
Bathing
Brushing
Hand
Swabbing
395143