Parker Hannin Corporation
Hydraulic Pump and Power Systems Division
Marysville, Ohio USA
Bulletin HY28-2708-02/SVC/EN | July 2019
Medium Pressure Axial Piston Pumps
P1/PD B-mod Service Information
41
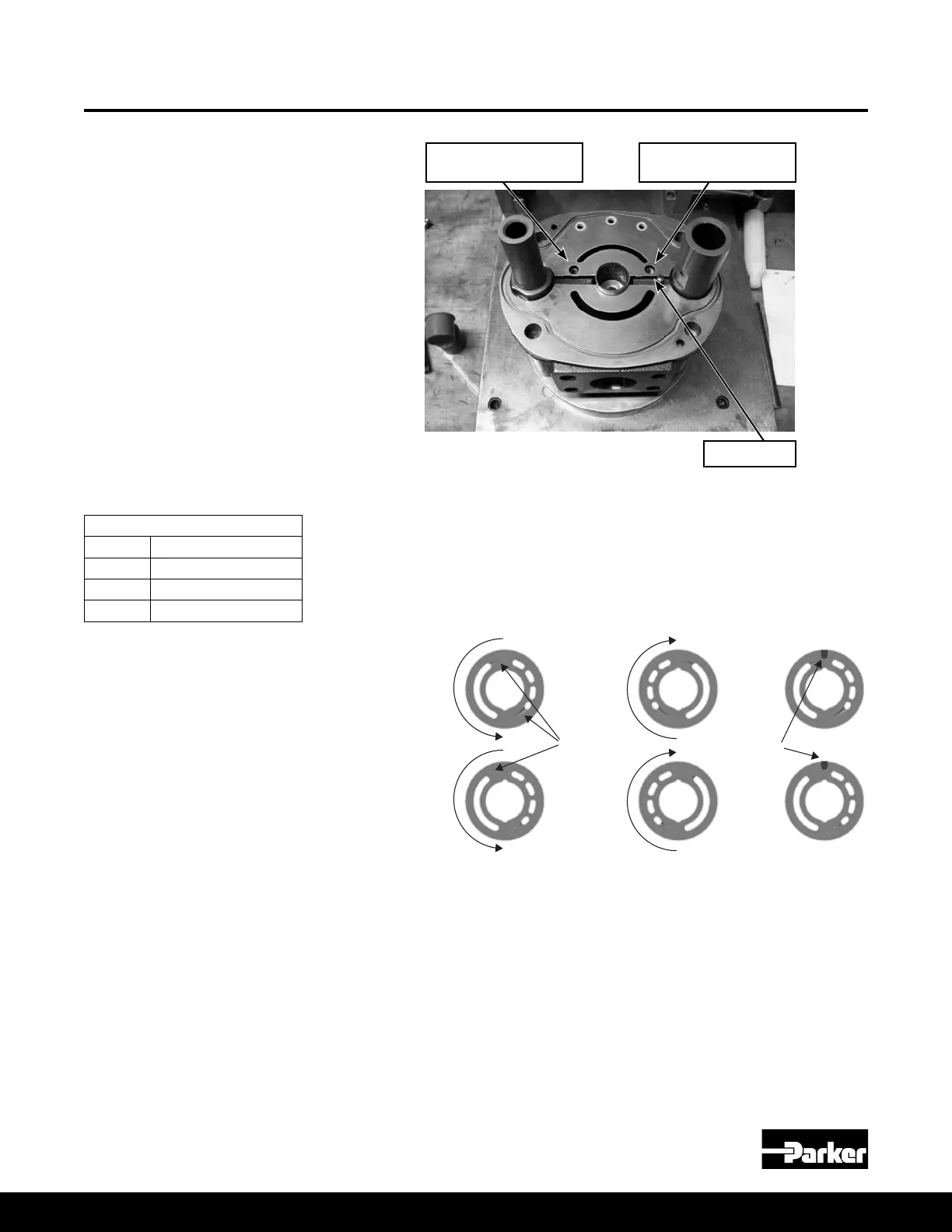
Note Slot Length
and Quantity
Industrial Port Plates
Mobile Port Plates
CCW Port Plates CW Port Plates Back Surface
Locating Pin Slot
Figure 7
Table 3
Pump Housing bolt torque
018 52 ft lbWs (70 Nm)
028 52 ft lbs (70 Nm)
045 63 ft lbs (85 Nm)
13. Install the port block bushing (#18) into the port block face using tool T5.
14. Apply a light layer of petroleum jelly to the back surface of the port plate (#9).
Install it on the port block (#3), lining up the slot on the port plate with the port
plate locating pin (#7). See Figure 7.
15. Install the large O-ring (#4) into the groove on the port block (#3). Install the
three Teon O-rings (#8) on the pressure communication ports on the port
block.
16. Install the control ow housing set screw (#34) into the proper passage. For
proper location, see Figure 12 in the rotation change section.
17. Place the cam bearings (#31) in the cradle area of the housing. Apply two
drops of Loctite 243 (use sparingly) to the cam bearing screw (#30) threads
and install the screws to hold the cam bearings in place. Torque the screws
per the torque table on page 7.
Figure 6 - Port Block Assembly with Ripple Chamber
Pump Assembly Procedures
(Continued)
018, 028, 045 Assembly Procedures
Dowel Pin
Ripple chamber set screw
location - CW
Ripple chamber set screw
location - CCW

 Loading...
Loading...



