5.8
Engine Systems
9923396 - 2007-2012 EDGE/Widetrak LX Service Manual
©2011 Polaris Sales Inc.
Cylinder Honing
The cylinder bore must be de-glazed whenever new piston
rings are installed. A light honing with fine stones removes
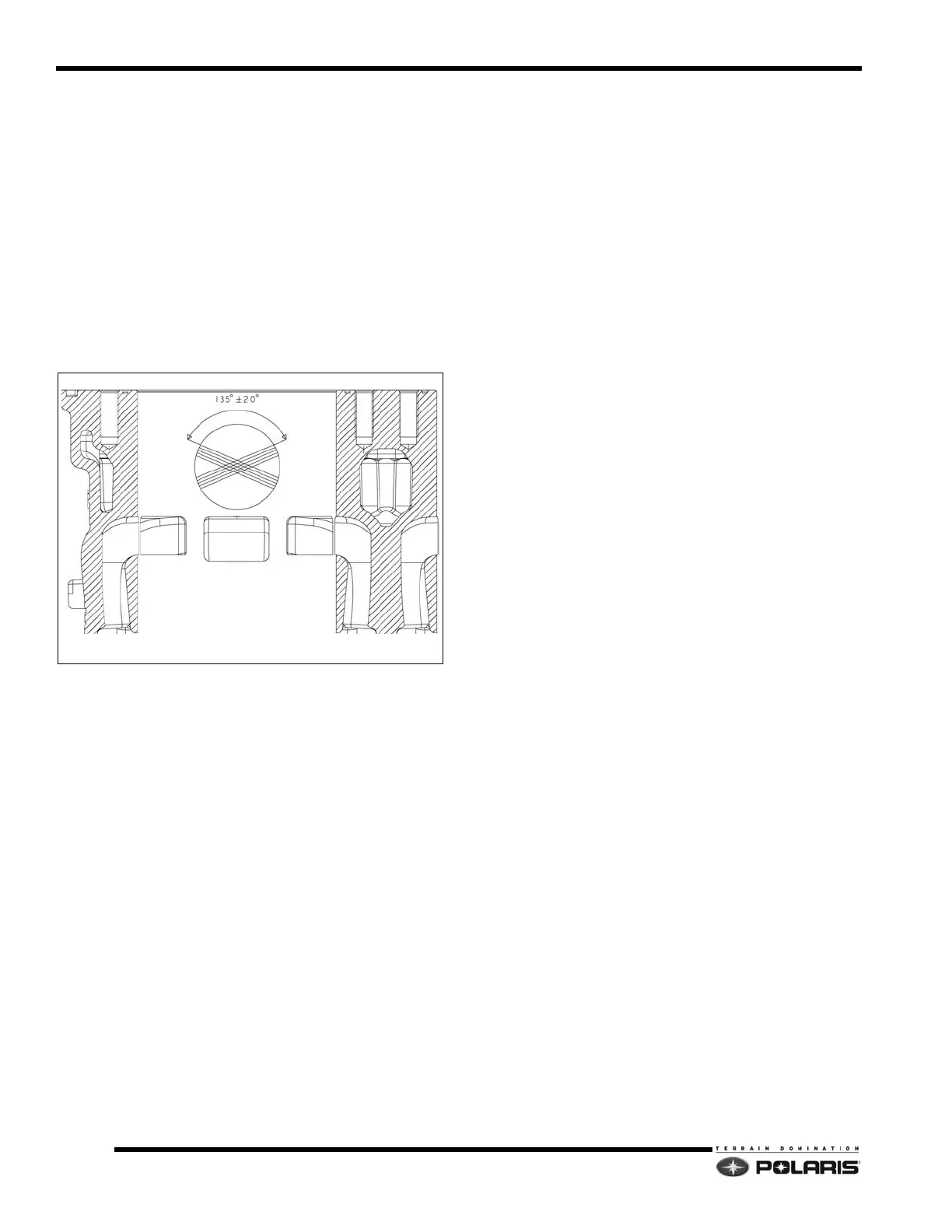
only a very small amount of material. A proper crosshatch
pattern is important to provide a surface that will hold oil,
and allow the rings to seat properly. If the crosshatch is too
steep, oil retention will be reduced. A crosshatch angle
which is too shallow will cause ring vibration, poor sealing,
and overheating of the rings due to blow-by and reduced
contact with the cylinder wall. Service life of the pistons
and rings will be greatly reduced.
NOTE: A Nicasil cylinder can be lightly honed with a
320 grit stone hone but can not be oversized.
Honing Tools
The following tools are recommended:
• Ammco 3950 Hone Kit - SPX PN: 2870303
• Honing Oil - SPX PN: 2870588
• Oversize 320 grit stone (69.8 - 92.8mm) - SPX PN:
PU-49876
Honing Procedure
1. Wash the cylinder with cleaning solvent.
2. Clamp the cylinder in a soft jawed vise by the cylinder
studs.
3. Place hone in cylinder and tighten stone adjusting
knob until stone contacts the cylinder walls (DO NOT
OVERTIGHTEN).
4. Apply honing oil to the stones and cylinder walls. Wet
honing removes more material faster and leaves a
more distinct pattern in the bore.
5. Using a 1/2" (13 mm) drill motor rotating at a speed of
300-500 RPM, run the hone in and out of the cylinder
rapidly until cutting tension decreases. Remember to
keep the hone driveshaft centered to prevent edge
loading and always bring the stone approximately 1/
2" (1.2 cm) beyond the bore at the end of each stroke.
6. Release the hone at regular intervals to inspect bore
size and finish.
Honing To Oversize (Iron-Lined Cylinders)
If cylinder wear or damage is excessive, it will be
necessary to oversize the cylinder using a new oversize
piston and rings. This may be accomplished by either
boring the cylinder and then finish honing to the final bore
size, or by rough honing followed by finish honing.
For oversize honing always wet hone using honing oil and
a coarse roughing stone. Measure the new piston at room
temperature (see piston measurement) and rough hone to
the size of the piston or slightly larger. Always leave .002"
- .003" (.05 - .07 mm) for finish honing. Complete the sizing
with fine grit stones to provide the proper cross-hatch
finish and required piston clearance.
Inspect cylinder for taper and out-of-round. Taper or out-
of-round on the finished bore should not exceed .0004"
(.002mm).
NOTE: Portable rigid hones are not recommended for
oversizing cylinders, cylinder boring, and finish
honing. The use of an arbor type honing machine is
recommended. Always check piston to cylinder
clearance and piston ring installed gap after boring /
honing is complete.
Cleaning The Cylinder After Honing
It is very important that the cylinder be thoroughly cleaned
after honing to remove all grit material. Wash the cylinder
in a solvent, then in hot soapy water. Pay close attention
to areas where the cylinder sleeve meets the aluminum
casting (transfer port area). Use electrical contact cleaner
if necessary to clean these areas. Rinse thoroughly, dry
with compressed air, and oil the bore immediately with
Polaris Premium 2 Cycle Lubricant.
NOTE: Always check piston to cylinder clearance
and piston ring installed gap after honing or boring is
complete.
EXAMPLE OF A CROSS HATCH PATTERN
 Loading...
Loading...





