PN-0908073 Rev. 11 53-92
PS 164-2
THE ART OF WELDING
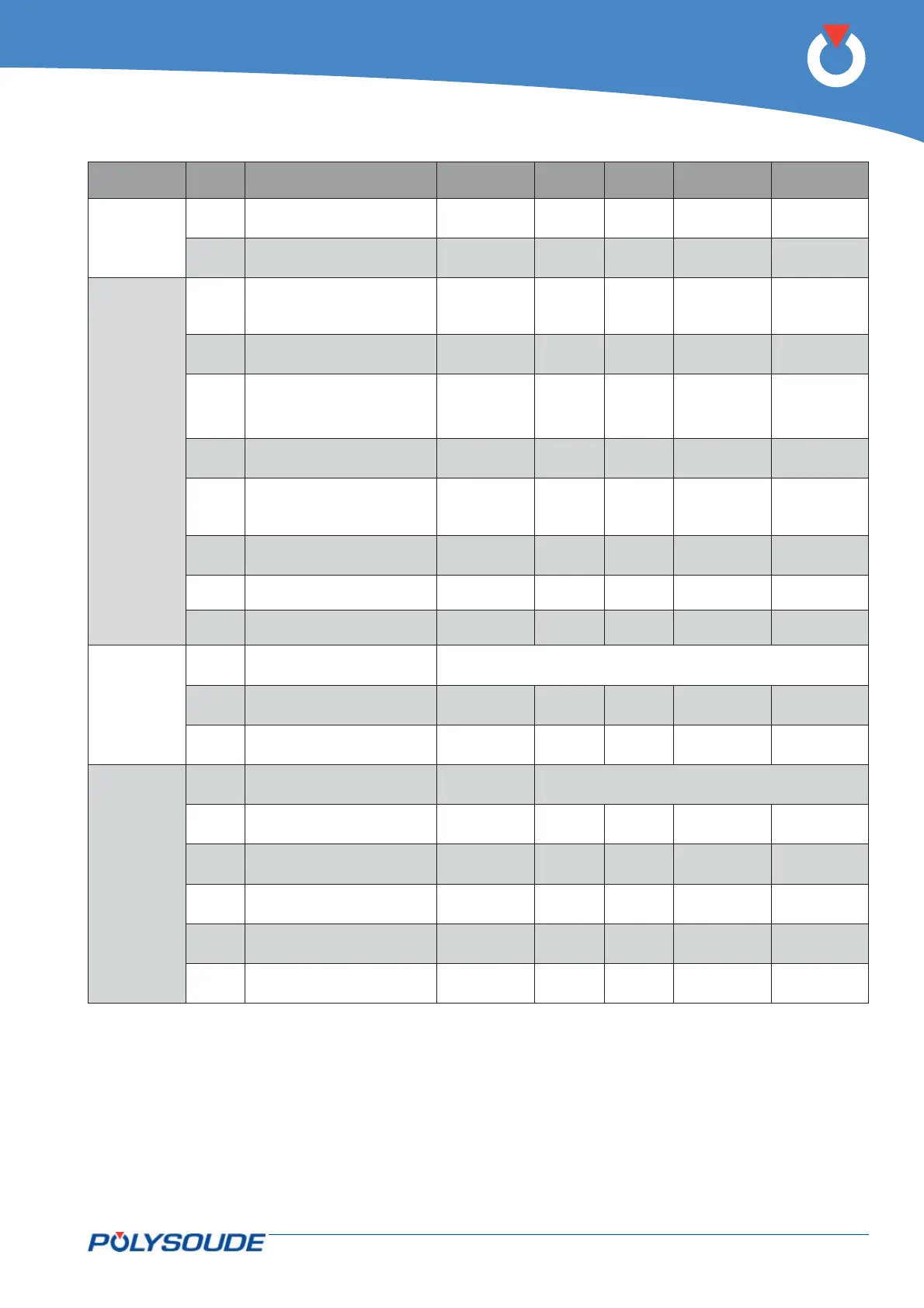
REF DESIGNATION MAX. MIN. UNIT INCREMENT
DEFAULT
VALUE
Gas
T10 Pre-gas time 320 1 s 1 5
T11 Post-gas time 320 1 s 1
10
15*
Current
I21 Prefusion current
160
100
50*
4
4*
A
1
0,1*
90
10*
T21 Prefusion time 30 0,1 S 0,1 3
I22 High current
160
100
50*
4
4*
A
1
0,1
90
10*
T22 High current time 9999 10 Ms 1 100
I23 Low current
160
100
50*
4
4*
A
1
0,1
45
5*
T23 Low current time 9999 10 Ms 1 100
N20 Downslope 9999 1 D 1 365
T25 Downslope time 60 1 S 1 5
Rotation
R30 Welding head reference See pages 38 to 41
V32 Rotation speed (high) 999
50
then 0
/M 1 70
V33 Rotation speed (base) 999
50
then 0
/M 1 50
Wire
R40 Type of wire feeder A or B See page 42
T40 Wire start 40 0 S 1 3
V42 Wire speed (high) 999
50 (a)
then 0
/M 1 200
V43 Wire speed (base) 999
50 (a)
then 0
/M 1 200
N40 Wire stop 9999 1 D 1 360
T41 Delay for wire retract 9,9 0 S 0,1
2
Take care : 50*, 10*, 15*, 5*,4* et 0,1* = values for 50 A range
(a) At 0, a pulsed speed can lead to a cumulated error because of the overrun at each stop. In this case, it will
be necessary via programming to add a correction factor due to overrun of the pulsing frequency and the value
of high speed.