TORCH
•
Check the assembly of the torch consumables.
Make sure that the shield cup is hand tight.
Do not use pliers or over tighten.
•
Check the conditions of the inside of the nozzle. If
debris has collected, rub the electrode on the inside
bottom of the nozzle to remove any oxide layer that
may have built up.
•
Check the condition of the electrode. If the end has
a crater-like appearance, replace it along with the
nozzle. The maximum wear depth of the electrode
is approximately .062”. A green and erratic arc will
indicate definite electrode failure and the electrode
should be replaced immediately.
•
Replace the nozzle when the orifice exit is eroded
away or oval shaped.
•
After the problem is found, or if there is nothing
apparently wrong, reset the machine by turning the
power switch OFF and then ON again. (It is
possible for electrical noise to trip the safety
circuit on rare occasions. This should not be a
regular occurrence.)
•
If the machine does not reset or continues to trip,
consult the Troubleshooting Section.
•
Use the proper cutting procedures referred to in
Procedure Recommendations.
PILOT ARC DISCUSSION FOR
RBC5000DL
The RBC5000DL has a smooth, continuous pilot arc.
The pilot arc is only a means of transferring the arc to
the workpiece for cutting. Repeated pilot arc starts,
in rapid succession, is not recommended as these
starts will generally reduce consumable life.
Occasionally, the pilot arc may sputter or start
intermittently. This is aggravated when the con-
sumables are worn or the air pressure is too high.
Always keep in mind that the pilot arc is designed to
transfer the arc to the workpiece and not for numerous
starts without cutting.
The RBC5000DL does utilize high frequency starting.
When the pilot arc is started, a slight impulse will be
felt in the torch handle. This occurrence is normal
and is the mechanism which starts the plasma arc.
This impulse can also be used to help troubleshoot
a "no start" condition.
PROCEDURE RECOMMENDATIONS
When properly used, plasma arc cutting is a very eco-
nomical process. Improper use will result in a very
high operating cost.
General - In All Cases
•
Follow safety precautions as printed throughout this
operating manual and on the machine.
•
If piercing is required, slowly lower the torch at an
angle of about 30° to blow the dross away from
the torch tip and slowly rotate the torch to a ver-
tical position as the arc becomes deeper. This
process will blow a lot of molten metal and
dross. Be careful! Blow the dross away from
the torch, the operator and any flammable
objects.
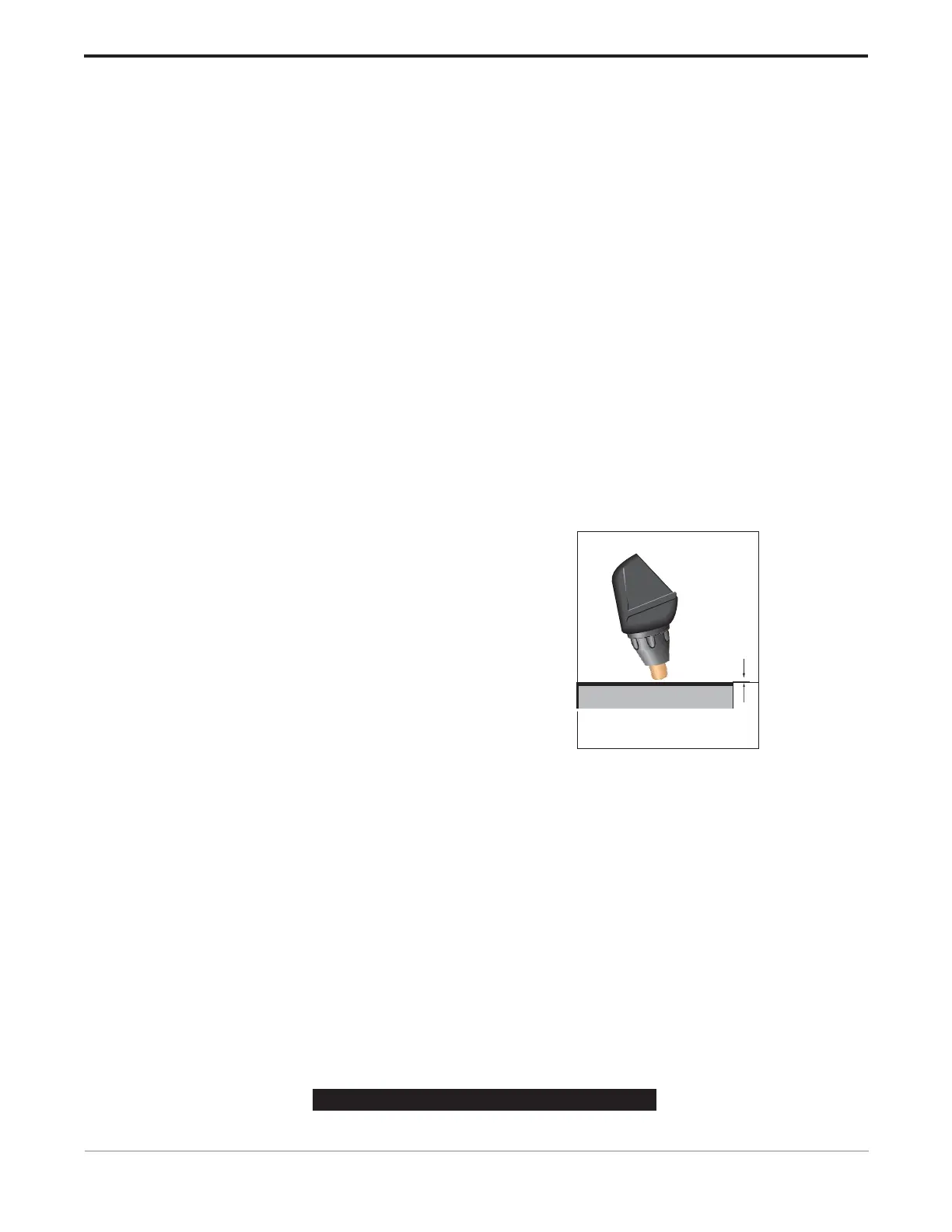
•
The nozzle should not be dragged on the metal
surface. A drag spacer is provided to maintain a
consistant touch height. Refer to Touch Parts
Configurations in this Section.
 Loading...
Loading...






