3. Switch on path correction (G41).
4. Program traversing movements.
Program code Comment
N10 G17 T5 D8 ; Call of working plane X/Y, tool call. Tool
length offset is performed in the Z
direction.
N20 G1 G41 X10 Y30 Z-5 F500 ; Radius compensation is performed in the X/
Y plane.
N30 G2 X22.5 Y40 I50 J40 ; Circular interpolation / tool radius
compensation in the X/Y plane.
Further information
General
It is recommended that the working plane G17 to G19 be selected at the start of the program.
In the default setting, the Z/X plane is preset for turning G18.
The control system requires the specification of the working plane for the calculation of the
direction of rotation. Additional information is provided in the section "Circular interpolation
(Page 188)".
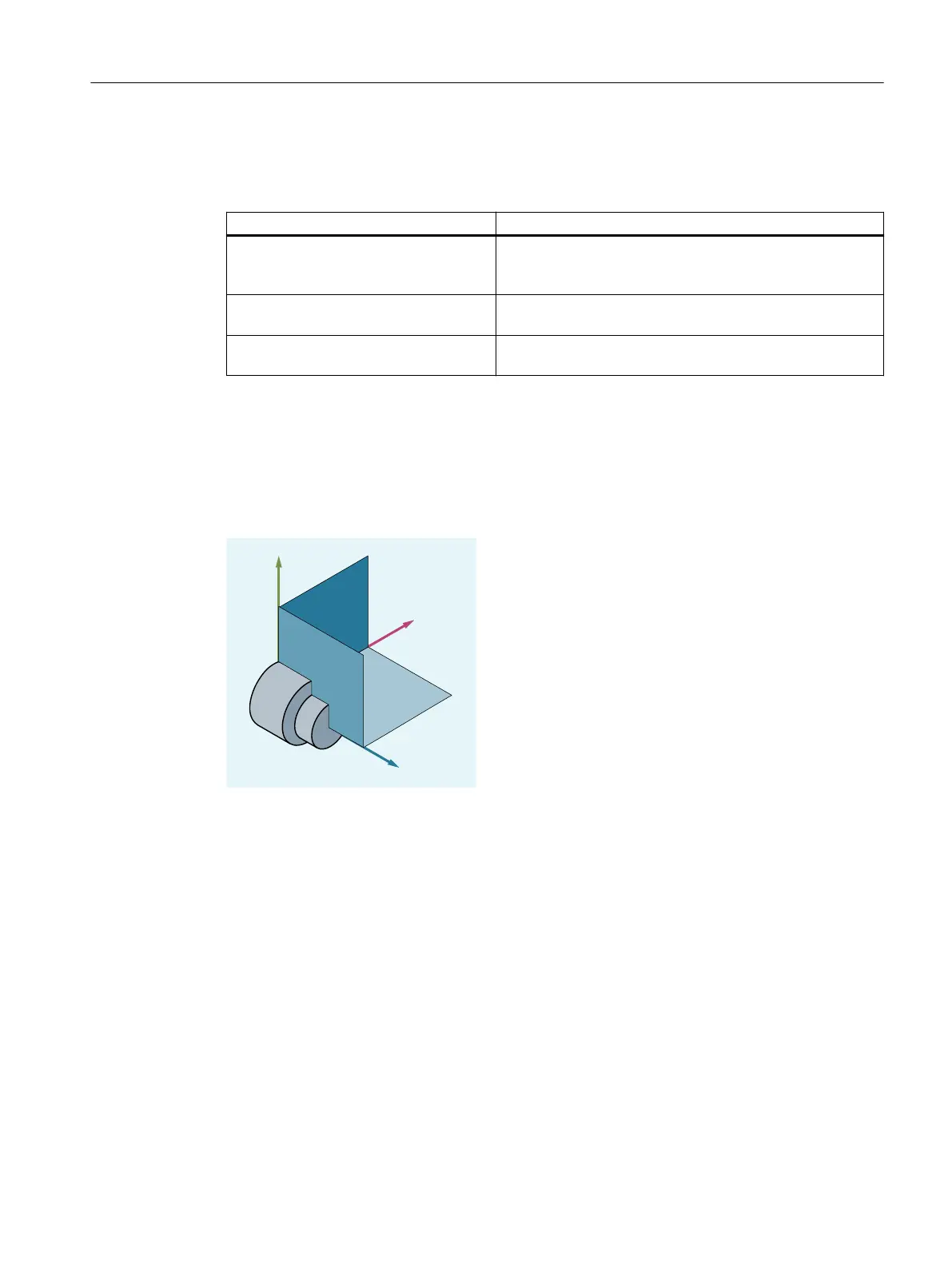
Machining on inclined planes
Rotate the coordinate system with ROT (Page 316) to position the coordinate axes on the
inclined surface. The working planes rotate accordingly.
Fundamentals
2.8 Geometry settings
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 147
 Loading...
Loading...















