Program code Comment
N95 G0 G40 G97 X100 Z50 M9 ; Deselect tool radius compensation and approach
tool change location.
N100 T2 D2 ; Call tool and select offset.
N105 G96 S210 M3 ; Select constant cutting rate.
N110 G0 G42 X50 Z-60 M8 ; Set tool with tool radius compensation.
N115 G1 Z-70 F0.12 ; Turn diameter 50.
N120 G2 X50 Z-80 I6.245 K-5 ; Turn radius 8.
N125 G0 G40 X100 Z50 M9 ; Retract tool and deselect tool radius compen-
sation.
N130 G0 G53 X280 Z380 D0 M5 ; Approach tool change location.
N135 M30 ; End of program
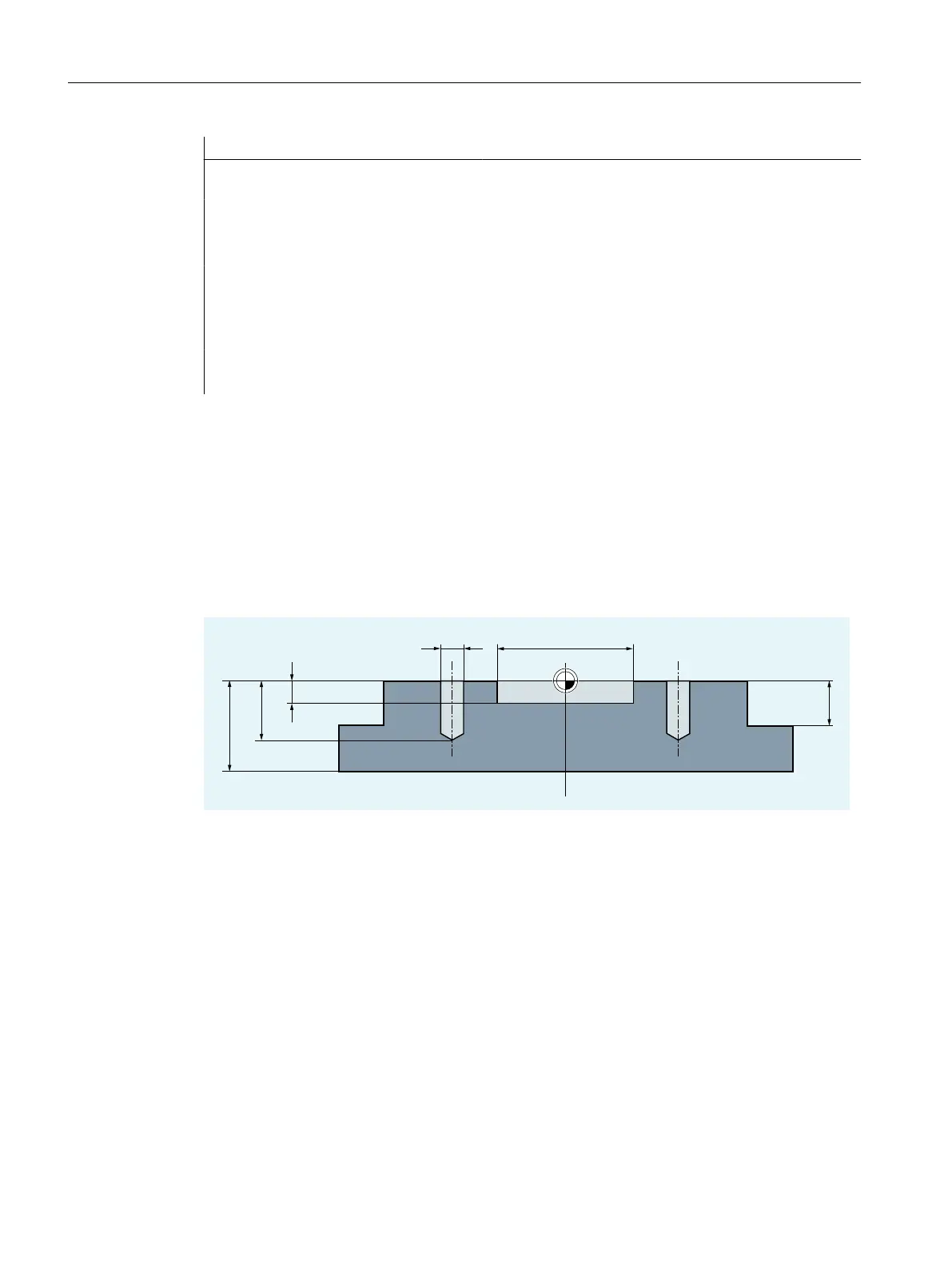
2.3.4.3 Example 3: NC program for milling
Program example 3 is intended for machining a workpiece on a vertical milling machine. It
contains surface and side milling as well as drilling.
Dimension drawing of the workpiece
Side view
Fundamentals
2.3 Creating an NC program
NC programming
56 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...















